ຫມໍ້ຫຸງເຂົ້າ Induction Soldering ດ້ວຍ IGBT Induction Heating Units
ຈຸດປະສົງ Soldering ສາມຫມວກ fuse ພ້ອມໆກັນເພື່ອ reflow ຜູ້ນໍາພາຟຣີແລະເຮັດໃຫ້ການຮ່ວມກັນລະຫວ່າງຫລວງ fuse ແລະຄູ່ມືສາຍ fuse.
ວັດສະດຸແຜ່ນຮອງທອງແດງ 0.375” (9.5mm) OD x 0.375” (9.5mm) ລວງສູງ, ທໍ່ fuse ເຊລາມິກຂະ ໜາດ 1.5” (38.1 ມມ), ນຳ ໄປສູ່ການ ນຳ ທີ່ບໍ່ເສຍຄ່າ.
ອຸນຫະພູມ 700 F (371C)
ຄວາມຖີ່ 286 kHz
ອຸປະກອນ•ລະບົບຄວາມຮ້ອນ induction DW-UHF-20 kW, ຕິດຕັ້ງລະບົບປະຕິບັດການທາງໄກທີ່ບັນຈຸເຄື່ອງຄວບຄຸມ1.0μFສອງແຮງດັນລວມ0.5μF
•ເຄື່ອງເຮັດຄວາມຮ້ອນແບບ induction ຖືກອອກແບບແລະພັດທະນາໂດຍສະເພາະ ສຳ ລັບໂປແກຼມນີ້.
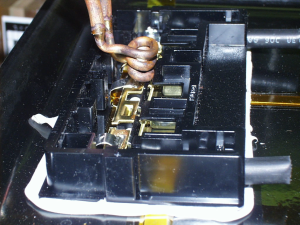
ຂະບວນການ A ສາມຕໍາແຫນ່ງສອງລ້ຽວ helical ໄດ້ຖືກນໍາໃຊ້ເພື່ອ solder ສາມຫມວກ fuse ພ້ອມໆກັນ. ການປະກອບໄຟຟິວໄດ້ຖືກຈັດໃສ່ໃນວົງແຫວນແລະຄວາມຮ້ອນແມ່ນໃຊ້ໃນສາມຮອບວຽນໃນເວລາ 3.5 ວິນາທີຕໍ່ວົງຈອນເພື່ອເຮັດໃຫ້ຜູ້ຂາຍມີຄວາມຮ້ອນ. ໃນສາຍການຜະລິດ, ໝວກ ດ້ານລຸ່ມແມ່ນຖືກຂາຍເປັນອັນດັບ ທຳ ອິດ. ຝາອັດແມ່ນເຕັມໄປດ້ວຍດິນຊາຍແລະໂດຍບໍ່ມີການມັດຝາປະດັບ, ຝາດ້ານເທິງຈະຖືກລອກ.
ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດການໃຫ້ຄວາມຮ້ອນໃນການໃຫ້ຄວາມຮ້ອນ:
•ຜົນໄດ້ຮັບທີ່ສອດຄ່ອງ, ສາມາດເຮັດໄດ້ອີກເທື່ອຫນຶ່ງ
•ຄໍາຮ້ອງສະຫມັກທີ່ຖືກຕ້ອງ & ຄວາມຮ້ອນທີ່ຖືກຕ້ອງ
•ເຄື່ອງເຮັດຄວາມຮ້ອນແບບບໍ່ມີມືທີ່ບໍ່ມີທັກສະໃນການຜະລິດ
•ການແຜ່ກະຈາຍເຖິງຄວາມຮ້ອນ