ຈຸດປະສົງ
ເພື່ອພ້ອມກັນຄວາມຖີ່ສູງ Induction Soldering ທອງເຫລືອງ Tubessolder ໄປປະຊຸມເສື້ອກັນນ້ ຳ ທອງເຫລືອງພ້ອມດ້ວຍຄວາມຮ້ອນ induction.

ອຸປະກອນ
DW-HF-15KW ເຄື່ອງເຮັດຄວາມຮ້ອນແບບ Induction

Key Parameters
ພະລັງງານ: 5 kW
ອຸນຫະພູມ: 424 ° F (217 ° C)
ເວລາ: 10 ວິນາທີຈົນກ່ວາໂລຫະປະສົມໄຫຼ; 15 ວິນາທີເພື່ອອະນຸຍາດໃຫ້ໂລຫະປະສົມເຖິງຮອບທໍ່.

TEST 1
ອຸປະກອນການ
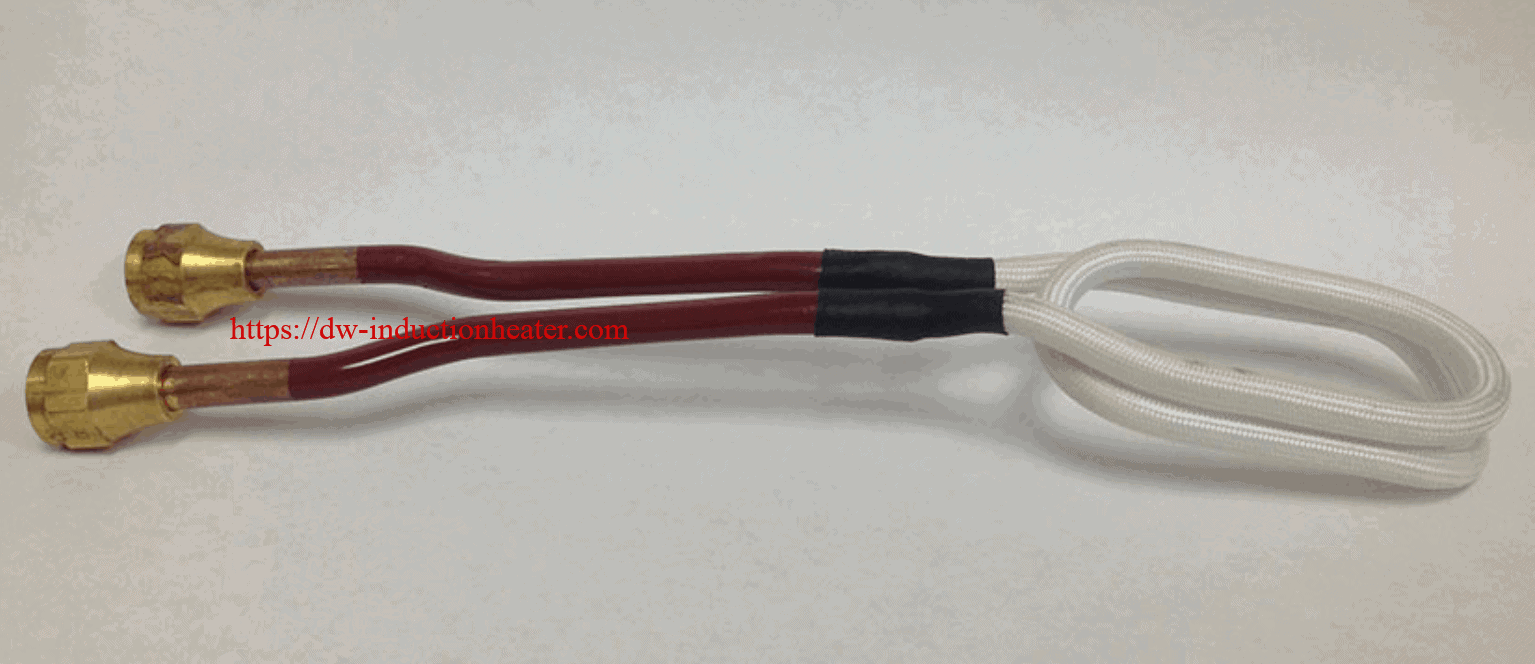
•ການປະກອບເສື້ອກັນນ້ ຳ ທອງເຫລືອງ
•ໂລຫະປະສົມທີ່ບໍ່ມີການ ນຳ
•ນ້ ຳ ປະປາທີ່ມີປະໂຫຍດສູງສຸດ

TEST 2
ອຸປະກອນການ
•ການປະກອບເສື້ອກັນນ້ ຳ ທອງເຫລືອງ
•ໂລຫະປະສົມທີ່ບໍ່ມີການ ນຳ
•ນ້ ຳ ປະປາທີ່ມີປະໂຫຍດສູງສຸດ

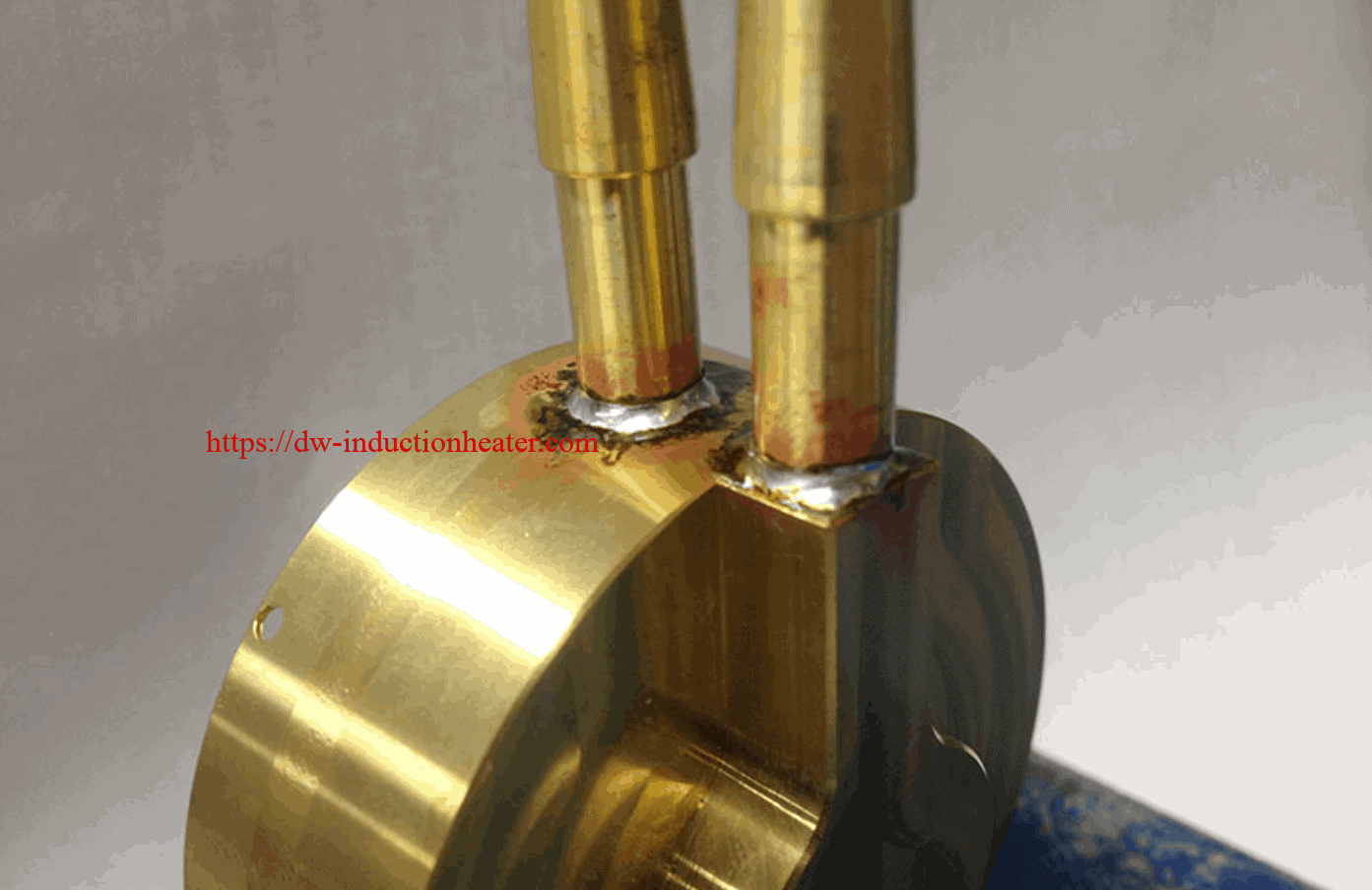
ຜົນການຄົ້ນຫາ:
ທໍ່ inlet / outlet ທອງເຫລືອງໄດ້ຖືກປະສົບຜົນ ສຳ ເລັດແລ້ວ ການໃຫ້ຄວາມຮ້ອນ induction. ຊິ້ນສ່ວນຕ້ອງຖືກຕັ້ງໄວ້ເພື່ອໃຫ້ທໍ່ນັ້ນຢູ່ໃກ້ປາຍຂອງວົງ. ການຮ່ວມກັນຂອງ solder ໃນກໍາແພງບາງໆຂອງການປະກອບຈະສາມາດບັນລຸອຸນຫະພູມ solder ໃນ 10 ວິນາທີ. ຮ່ວມ solder ທີສອງຈະສາມາດບັນລຸອຸນຫະພູມ soldering ໂດຍສະເລ່ຍຂອງ 10 ວິນາທີຕໍ່ມາ (ທັງຫມົດ 15 ວິນາທີ). ການໃຫ້ຄວາມຮ້ອນເພີ່ມອີກ 5 ວິນາທີອາດຈະເປັນສິ່ງ ຈຳ ເປັນເພື່ອໃຫ້ຜູ້ຜະລິດມີການໄຫລວຽນຮອບທໍ່ເພື່ອປັບປຸງຄຸນນະພາບແລະຮູບລັກສະນະສຸດທ້າຍ.