Induction Shrink Fitting
ລາຍລະອຽດ
Induction Shrink Fitting
ການຊັກຊວນການຫົດຕົວຂອງແຮງດຶງດູດ ຫມາຍເຖິງການນໍາໃຊ້ເຕັກໂນໂລຊີແຮງດັນໄຟຟ້າໃນການເຮັດຄວາມຮ້ອນກ່ອນທີ່ຈະເຮັດໃຫ້ຄວາມຮ້ອນຂອງອົງປະກອບໂລຫະລະຫວ່າງ 150 ° C (302 ° F) ແລະ 300 ° C (572 ° F) ເຮັດໃຫ້ພວກເຂົາຂະຫຍາຍແລະອະນຸຍາດໃຫ້ການແຊກຫຼືເອົາສ່ວນປະກອບອື່ນ. ໂດຍປົກກະຕິ, ລະດັບຄວາມອຸນຫະພູມຕໍ່າກວ່າແມ່ນໃຊ້ໃນໂລຫະເຊັ່ນ: ອາລູມິນຽມແລະອຸນຫະພູມສູງກວ່າທີ່ຖືກນໍາໃຊ້ໃນໂລຫະເຊັ່ນເຫຼັກຄາບອນຕ່ໍາ / ກາງ. ຂະບວນການດັ່ງກ່າວຫລີກລ້ຽງການປ່ຽນແປງຄຸນສົມບັດຂອງກົນຈັກໃນຂະນະທີ່ອະນຸຍາດໃຫ້ອົງປະກອບເຮັດວຽກ. ໂລຫະໂດຍປົກກະຕິຂະຫຍາຍໃນການຕອບສະຫນອງກັບຄວາມຮ້ອນແລະສັນຍາໃນການເຮັດຄວາມເຢັນ; ການຕອບສະຫນອງດ້ານມິຕິນີ້ກັບການປ່ຽນແປງຂອງອຸນຫະພູມແມ່ນສະແດງອອກເປັນຕົວຂະຫຍາຍຂອງຄວາມຮ້ອນ.
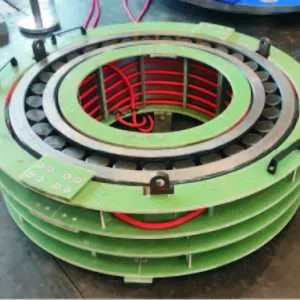
ຂະບວນການ
Induction heating ແມ່ນຂະບວນການຄວາມຮ້ອນທີ່ບໍ່ແມ່ນການຕິດຕໍ່ທີ່ນໍາໃຊ້ຫຼັກການຂອງ induction electricmagnetic ການຜະລິດຄວາມຮ້ອນໃນການເຮັດວຽກ. ໃນກໍລະນີນີ້ການຂະຫຍາຍຄວາມຮ້ອນຖືກ ນຳ ໃຊ້ໃນການ ນຳ ໃຊ້ກົນຈັກເພື່ອໃຫ້ ເໝາະ ສົມກັບຊິ້ນສ່ວນຕ່າງໆຕໍ່ກັນແລະກັນ, ຕົວຢ່າງເຊັ່ນ: ຂະບວນລົດໂດຍສານສາມາດຕິດຢູ່ເທິງເພດານໂດຍເຮັດໃຫ້ເສັ້ນຜ່າກາງພາຍໃນຂອງມັນມີຂະ ໜາດ ນ້ອຍກ່ວາເສັ້ນຜ່າສູນກາງຂອງເພົາ, ຈາກນັ້ນໃຫ້ຄວາມຮ້ອນຈົນກວ່າມັນຈະພໍດີກັບເພົາ , ແລະອະນຸຍາດໃຫ້ມັນເຢັນລົງຫຼັງຈາກທີ່ມັນຖືກຍູ້ລົງເທິງເພົາ, ດັ່ງນັ້ນຈຶ່ງບັນລຸ ‘ຫົດຫົດ’. ໂດຍການເອົາວັດຖຸທີ່ເຮັດຈາກກະແສໄຟຟ້າເຂົ້າໄປໃນສະ ໜາມ ແມ່ເຫຼັກທີ່ເປັນທາງເລືອກທີ່ເຂັ້ມແຂງ, ກະແສໄຟຟ້າສາມາດເຮັດໃຫ້ໄຫຼເຂົ້າໄປໃນໂລຫະໂດຍເຮັດໃຫ້ເກີດຄວາມຮ້ອນເນື່ອງຈາກ I2ການສູນເສຍ R ໃນອຸປະກອນການ. ການໄຫຼເຂົ້າໃນປະຈຸບັນແມ່ນສ່ວນຫຼາຍແມ່ນຢູ່ໃນຊັ້ນຫນ້າດິນ. ຄວາມເລິກຂອງຊັ້ນນີ້ຖືກກໍານົດໂດຍຄວາມຖີ່ຂອງພາກສະລັບກັນແລະຄວາມເລິກຂອງວັດສະດຸ. ອຸນຫະພູມສໍາລັບການຫຼຸດຜ່ອນລົງຫຼຸດລົງເປັນສອງປະເພດຂະຫນາດໃຫຍ່:
·ຫນ່ວຍຄວາມຖີ່ຂອງສາຍການນໍາໃຊ້ແກນສະນະແມ່ເຫຼັກ (ທາດເຫຼັກ)
ສະຖາປັດຕະສົມ (ເອເລັກໂຕຣນິກ) MF ແລະ RF Induction Heaters