Induction Shrink Fitting Bearings
ລາຍລະອຽດ
ການຫຼຸດຜ່ອນການບີບອັດເຕົ້າໂຮມດ້ວຍຄວາມຍືດຫຍຸ່ນດ້ວຍ IGBT High Frequency Heating Units
ຈຸດປະສົງທີ່ຈະເຮັດໃຫ້ມີການປະກອບອາບນ້ໍາ roller bearing ປະກອບສໍາລັບການນໍາໃຊ້ທີ່ເຫມາະສົມ
ວັດສະດຸລໍ້ເຫຼັກ, ເສັ້ນຜ່າກາງ 1 "ກັບ 3.5" (25.4 ຫາ 89mm)
ອຸນຫະພູມ 300F (150C)
ຄວາມຖີ່ 180 kHz
ອຸປະກອນ DW-UHF-6kW ການສະ ໜອງ ພະລັງງານແບບແຂງກະດ້າງທີ່ຕິດຕັ້ງດ້ວຍສະຖານີຄວາມຮ້ອນຫ່າງໄກສອກຫຼີກທີ່ມີເຄື່ອງຄວບຄຸມພະລັງງານສອງ 0.1 totalF (ລວມທັງ ໝົດ 0.2 coF), ລະບົບຄວາມຮ້ອນແບບ induction ອອກແບບແລະພັດທະນາໂດຍສະເພາະ ສຳ ລັບໂປແກຼມນີ້.
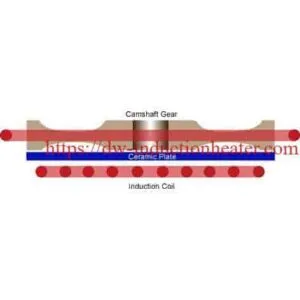
ຂະບວນການ ໝູນ ໝວກ ກັນກະທົບຫຼາຍເສັ້ນຖືກ ນຳ ໃຊ້ເພື່ອຜະລິດຮູບແບບຄວາມຮ້ອນທີ່ຕ້ອງການ. ການຮັບຜິດຊອບແມ່ນຖືກຈັດໃສ່ພາຍໃນວົງຈອນ induction-heating, ແກນຂອງມັນຂື້ນກັບແກນຂອງວົງເພື່ອໃຫ້ເປັນເອກະພາບ
ຄວາມຮ້ອນກັບວົງແຫວນຂະຫນາດຕ່າງໆຂອງການເກິດ. ນີ້ຮັບປະກັນການຂະຫຍາຍຕົວທີ່ ເໝາະ ສົມຂອງການປະກອບທາມ ສຳ ລັບການຫົດຕົວຕໍ່ໆໄປຂອງເສົາເຫຼັກ. (ຂະ ໜາດ ຂອງ ໝີ ທີ່ເຕັມຮູບແບບສາມາດເຮັດໄດ້ດ້ວຍການອອກແບບລະບົບລວດລາຍດຽວ.) ການສີທີ່ມີອຸນຫະພູມກວດສອບຄວາມເປັນເອກະພາບຂອງອຸນຫະພູມແລະເວລາທີ່ ຈຳ ເປັນເພື່ອບັນລຸ
ອຸນຫະພູມ. ສະພາແຫ່ງເກິດມີຄວາມຮ້ອນດີແລະສາມາດບັນລຸ300-350ºF (150-175 ° C) ໃນເວລາ 30-60 ວິນາທີ. ເມື່ອໄດ້ຮັບຄວາມຮ້ອນແລ້ວ, ບັນດາ ໝີ ກໍ່ຈະຫົດຕົວງ່າຍໆໂດຍບໍ່ຕ້ອງໃຊ້
ກໍາລັງພາຍນອກ.
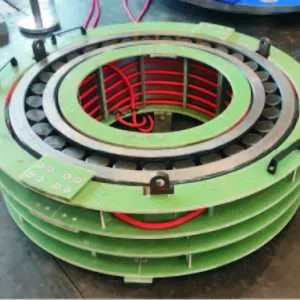
ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດວົງແຫວນ helical ຫຼາຍສາຍສົ່ງຄວາມຮ້ອນທີ່ເປັນເອກະພາບໃຫ້ກັບລະດັບທັງ ໝົດ ຂອງຂະ ໜາດ ຂອງເກິດໃນຮູບແບບຂວາງ. ການ ນຳ ໃຊ້ການສະ ໜອງ ພະລັງງານໄຟຟ້າດ່ຽວແບບນີ້ເຮັດໃຫ້ການຕິດຕັ້ງງ່າຍຂື້ນແລະສົ່ງເສີມການ ນຳ ໃຊ້ໄດ້ງ່າຍ: ລະບົບເລິ່ມສາມາດວາງເທິງລົດເຂັນແລະຍ້າຍໄປບ່ອນຜະລິດທີ່ຕ້ອງການຄວາມຮ້ອນ ສຳ ລັບການຫົດຕົວ.