ແຜ່ນເຫຼັກຄວາມຮ້ອນ Induction ສໍາລັບການປອມ
ລາຍລະອຽດ
ແຜ່ນເຫຼັກຄວາມຮ້ອນ Induction ສໍາລັບການສ້າງແບບຟອມແລະຮ້ອນ
ໂລຫະປະສົມຄວາມຮ້ອນແຜ່ນເຫຼັກ ສຳ ລັບປອມ ແລະແບບຟອມຮ້ອນແມ່ນຄໍາຮ້ອງສະຫມັກຄວາມຮ້ອນ induction ທີ່ດີເລີດ. ອຸດສາຫະ ກຳ forging forging ແລະແບບຟອມຮ້ອນ ຂະບວນການຕ່າງໆກ່ຽວຂ້ອງກັບການໂຄ້ງຫຼືຮູບຮ່າງຂອງໂລຫະຫຼືດອກໄມ້ຫຼັງຈາກທີ່ມັນໄດ້ຖືກເຮັດໃຫ້ອຸນຫະພູມຢູ່ໃນອຸນຫະພູມທີ່ຄວາມຕ້ານທານກັບການຜິດປົກກະຕິຂອງມັນອ່ອນລົງ. ທ່ອນໄມ້ຂອງວັດສະດຸທີ່ບໍ່ແມ່ນເຊື້ອໄຟກໍ່ສາມາດ ນຳ ໃຊ້ໄດ້. 
ເຄື່ອງເຮັດຄວາມຮ້ອນແບບ Induction ຫຼືເຕົາອົບ ທຳ ມະດາແມ່ນໃຊ້ ສຳ ລັບຂັ້ນຕອນການໃຫ້ຄວາມຮ້ອນເບື້ອງຕົ້ນ. ໃບບິນສາມາດຖືກຂົນສົ່ງຜ່ານທາງ inductor ຜ່ານເຄື່ອງປັ່ນປ່ວນຫຼືບົບໄຮໂດຼລິກ; pinch roller drive; ລົດໄຖນາ; ຫຼື beam ຍ່າງ. ເຄື່ອງ ສຳ ອາງທີ່ບໍ່ຕິດຕໍ່ໄດ້ຖືກ ນຳ ໃຊ້ເພື່ອວັດແທກອຸນຫະພູມ.
ເຄື່ອງຈັກອື່ນໆເຊັ່ນເຄື່ອງຈັກກະທົບກະເທືອນກົນຈັກ, ເຄື່ອງຈັກໂຄ້ງ, ແລະເຄື່ອງພັບແບບໄຮໂດຼລິກຖືກໃຊ້ເພື່ອໂຄ້ງຫລືຮູບໂລຫະ.
ຈຸດປະສົງ: ກຽມຝາເຫຼັກ (3.9 "x 7.5" x 0.75 "/ 100 ມມ x 190 ມມ x 19 ມມ) ກ່ອນທີ່ຈະສ້າງຫົວໂອດໂດຍມີເປົ້າ ໝາຍ ໃນການຜະລິດທີ່ເພີ່ມຂື້ນເມື່ອທຽບໃສ່ກັບເຕົາທີ່ເຮັດດ້ວຍເຕົາແກgasດ.
ອຸປະກອນການ: ແຜ່ນເຫຼັກ
ອຸນຫະພູມ: 2192 F (1200C)
ຄວາມຖີ່: 7 kHz
ອຸປະກອນຄວາມຮ້ອນ Induction: DW-MF-125/100, 125 kW induction heating system ເຄື່ອງພ້ອມດ້ວຍສະຖານີຄວາມຮ້ອນຫ່າງໄກສອກຫຼີກທີ່ມີເຄື່ອງຂະ ໜາດ 26.8 μF.
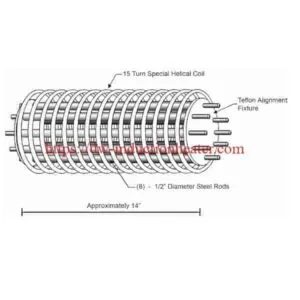
- ຕຳ ແໜ່ງ ສາມຫລ່ຽມຫມວກຫມູນວຽນຫລາຍແບບອອກແບບແລະພັດທະນາເພື່ອສ້າງຄວາມຮ້ອນທີ່ ຈຳ ເປັນ ສຳ ລັບການສະ ໝັກ ນີ້.
ຂະບວນການແຜ່ນເຫລໍກຖືກໃສ່ເຂົ້າໄປໃນລະບົບລວດລາຍ helical ແບບ ຈຳ ນວນ 37 ຕຳ ແໜ່ງ ແລະການສະ ໜອງ ພະລັງງານໄດ້ຖືກເປີດໃຊ້. ໃນເວລາ 75 ວິນາທີ, ແຜ່ນເຫຼັກສະແຕນເລດທີ່ສອງຖືກແຊກເຂົ້າ, ແລະໃນເວລາ 115 ວິນາທີ, ແຜ່ນເຫຼັກສະແຕນເລດທີ XNUMX ຖືກໃສ່. ໃນເວລາ XNUMX ວິນາທີ, ອຸນຫະພູມທີ່ຕ້ອງການໄດ້ບັນລຸ ສຳ ລັບພາກສ່ວນ ທຳ ອິດ, ແລະຂະບວນການຍັງ ດຳ ເນີນຕໍ່ໄປ.
ຫຼັງຈາກເລີ່ມຕົ້ນ, ຊິ້ນສ່ວນຕ່າງໆສາມາດເຮັດຄວາມຮ້ອນໄດ້ທຸກໆ 37 ວິນາທີຈາກລໍາດັບທີ່ພວກມັນຖືກປ້ອນເຂົ້າ. ໃນຂະນະທີ່ເວລາຂອງວົງຈອນທັງ ໝົດ ແມ່ນ 115
ວິນາທີ, ພາກສ່ວນ ໜຶ່ງ ສາມາດຖອດອອກໄດ້ທຸກໆ 37 ວິນາທີ, ເຊິ່ງອະນຸຍາດໃຫ້ເປີດຕົວເພື່ອໃຫ້ບັນລຸລະດັບການຜະລິດທີ່ຕ້ອງການ
ແລະຮັບຮູ້ຜົນປະໂຫຍດຫຼາຍສົມຄວນເມື່ອທຽບກັບການໃຊ້ເຕົາແກgasດ.

ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດ
ອັດຕາການຜະລິດສູງຂື້ນ: ຂະບວນການດັ່ງກ່າວບັນລຸອັດຕາການຜະລິດ 100 ສ່ວນຕໍ່ຊົ່ວໂມງ, ໃນຂະນະທີ່ເຕົາແກgasດຜະລິດໄດ້ 83 ສ່ວນຕໍ່ຊົ່ວໂມງ
- ເຮັດເລື້ມຄືນ: ຂະບວນການນີ້ແມ່ນເຮັດຊ້ ຳ ແລະສາມາດປະສົມປະສານເຂົ້າໃນຂະບວນການຜະລິດ
- ຄວາມແມ່ນຍໍາແລະປະສິດທິພາບ: ການໃຫ້ຄວາມຮ້ອນແມ່ນຊັດເຈນແລະມີປະສິດທິພາບ, ເຊິ່ງຄວາມຮ້ອນແມ່ນໃຊ້ກັບແຜ່ນເຫຼັກເທົ່ານັ້ນ
ອຸນຫະພູມຮ້ອນປະມານຂອງອຸປະກອນອຸດສາຫະກໍາທີ່ນໍາໃຊ້ທົ່ວໄປທີ່ສຸດແມ່ນ:
Steel 1200 C Brass 750 C Aluminum 550 C
ຄໍາຮ້ອງສະຫມັກປະກອບແບບຟອມຮ້ອນລວມທັງ ໝົດ
ເຄື່ອງເຮັດຄວາມຮ້ອນແບບ Induction ແມ່ນໃຊ້ກັນທົ່ວໄປໃນການເຮັດຄວາມຮ້ອນຂອງເຫຼັກເຫຼັກ, ແຖບ, ທ່ອນໄມ້ທອງເຫລືອງ, ແລະທ່ອນທອງແດງກັບອຸນຫະພູມທີ່ ເໝາະ ສົມ ສຳ ລັບການປອມແລະຮູບແບບຮ້ອນ.

ການສະ ໝັກ ແບບຟອມບາງສ່ວນ
ການໃຫ້ຄວາມຮ້ອນແບບເລີ້ມຕົ້ນແມ່ນໃຊ້ໃນການເຮັດຄວາມຮ້ອນຂອງສ່ວນຕ່າງໆເຊັ່ນ: ທໍ່, ສ່ວນເພົາ, ສ່ວນລົດຍົນ, ແລະແຖບສິ້ນ ສຳ ລັບການປະກອບສ່ວນແລະຂະບວນການປອມ.
ຂໍ້ໄດ້ປຽບໃນຄວາມຮ້ອນ Induction
ເມື່ອປຽບທຽບກັບເຕົາໄຟ ທຳ ມະດາ, ເຄື່ອງເຮັດຄວາມຮ້ອນ ສຳ ລັບການຜະລິດປອມມີຂໍ້ສະ ເໜີ ຂັ້ນຕອນແລະຄຸນນະພາບທີ່ດີ:
ເວລາທີ່ມີຄວາມຮ້ອນສັ້ນກວ່າຫຼາຍ, ຫຼຸດຜ່ອນການຂູດແລະການຜຸພັງ
ຄວບຄຸມອຸນຫະພູມອຸນຫະພູມໄດ້ງ່າຍແລະຖືກຕ້ອງ. ຊິ້ນສ່ວນຕ່າງໆທີ່ຢູ່ໃນອຸນຫະພູມນອກສະເພາະສາມາດກວດພົບແລະຖອດອອກໄດ້
ບໍ່ມີເວລາສູນເສຍເວລາລໍຖ້າເຕົາໄຟທີ່ຈະຂື້ນກັບອຸນຫະພູມທີ່ ກຳ ນົດໄວ້
ອັດຕະໂນມັດ ເຄື່ອງເຮັດຄວາມຮ້ອນ induction ຕ້ອງການແຮງງານຄູ່ມື ໜ້ອຍ ທີ່ສຸດ
ຄວາມຮ້ອນສາມາດຖືກມຸ້ງໄປຫາຈຸດສະເພາະໃດ ໜຶ່ງ, ເຊິ່ງມີຄວາມ ສຳ ຄັນສູງ ສຳ ລັບພາກສ່ວນທີ່ມີເນື້ອທີ່ພຽງແຕ່ ໜຶ່ງ ດຽວ.
ປະສິດທິພາບຄວາມຮ້ອນທີ່ຍິ່ງໃຫຍ່ກວ່າເກົ່າ - ຄວາມຮ້ອນແມ່ນຜະລິດຢູ່ໃນສ່ວນຂອງມັນເອງແລະບໍ່ ຈຳ ເປັນຕ້ອງຮ້ອນໃນຫ້ອງໃຫຍ່.
ສະພາບການເຮັດວຽກທີ່ດີກວ່າ. ຄວາມຮ້ອນພຽງແຕ່ປະຈຸບັນຢູ່ໃນອາກາດແມ່ນຂອງສ່ວນຕ່າງໆ. ເງື່ອນໄຂການເຮັດວຽກແມ່ນມີຄວາມສຸກຫຼາຍກ່ວາເຕົາໄຟຟືນ.