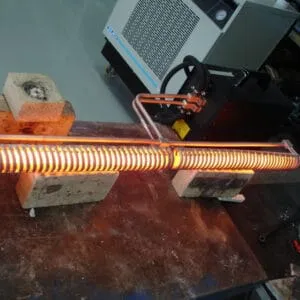
induction heating heating rolling
ລາຍລະອຽດ
induction heating heating rolling with IGBT induction heating system
ຈຸດປະສົງເພື່ອເຮັດໃຫ້ຄວາມຮ້ອນຮອບຂອງແຜ່ນ plow ກ່ອນຂະບວນການລີດ (ເຮັດໃຫ້ຄົມຊັດ)
ແຜ່ນເຫຼັກແບນ Boron ວັດສະດຸ, OD 460 ເຖິງ 710 ມມ (ຄວາມ ໜາ 18 ເຖິງ 28 ") ຄວາມ ໜາ 3.2 ເຖິງ 10 ມມ (8/64 ເຖິງ 25/64")
ອຸນຫະພູມິ 725 C 1335 F
ຄວາມຖີ່ 75 kHz
ອຸປະກອນ DW-HF-120 kW ລະບົບຄວາມຮ້ອນ induction ໃຊ້ 2 ຫົວເຮັດວຽກ, ລະບົບປ່ຽນ, 4 ລວດລາຍທີ່ອອກແບບພິເສດ, ລະບົບເຄື່ອງປັ່ນປ່ວນ
ຂະບວນການໃນລະບົບ PLC, ແຕ່ລະເຄື່ອງລີດ XNUMX ໜ່ວຍ ແມ່ນມີຫົວເຮັດວຽກຢູ່ຫ່າງໄກສອກຫຼີກແລະມີເວທີ ໝູນ ວຽນເຊິ່ງແຜ່ນໄດ້ຖືກຈັດຢູ່ໃນແນວນອນແລະຈັດຢູ່ໃນ ຕຳ ແໜ່ງ ໂດຍສູນກາງທີ່ບໍ່ແມ່ນແມ່ເຫຼັກ
ແຜ່ນ 100 ມມຫນ້ອຍກ່ວາເສັ້ນຜ່າສູນກາງແຜ່ນ. ວົງແຫວນຄວາມຮ້ອນ 250 ມມ (10)) ຕັ້ງຢູ່ເທິງແຜ່ນໃບຄ້າຍຄື, ໝູນ ວຽນຂ້າງ ໜ້າ ຂອງແຮງດັນ. ນີ້ເຮັດຄວາມຮ້ອນທັງ ໝົດ ຂອງແຜ່ນ.
ຫຼັງຈາກການເຮັດຄວາມຮ້ອນໄດ້ສອງສາມວິນາທີ, ຂອບຈະຮອດອຸນຫະພູມທີ່ ກຳ ນົດໄວ້ແລະແຜ່ນໄດ້ຖືກປ່ຽນເປັນ 30 rpm. ຄວາມກົດດັນໄດ້ຫຍັບເຂົ້າໃກ້, ປະກອບເປັນໂປຣໄຟລ໌ຂອບທີ່ຄົມຊັດ. ຂອບສຸດທ້າຍແມ່ນໄດ້ຮັບຫຼັງຈາກສອງເທື່ອຂອງແຜ່ນ.
ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດຄວາມຮ້ອນ Induction ສະຫນອງຂະບວນການຫຼາຍຢ່າງວ່ອງໄວເມື່ອທຽບກັບການມ້ວນເຢັນ; ຂໍ້ມູນທີ່ຕ້ອງການແມ່ນບັນລຸໄດ້ຫຼັງຈາກສອງສາມວິນາທີ, ທຽບກັບສອງສາມນາທີ. ຄຸນນະພາບຂອງໂລຫະຂອງແຂບ ສຳ ເລັດຮູບແມ່ນສູງກວ່າ, ເພາະວ່າຂະບວນການດັ່ງກ່າວເຮັດໃຫ້ວັດສະດຸແຂງລົງ.
ອຸປະກອນແລະຂະບວນການກູ້ຢືມດ້ວຍຕົນເອງກັບເຄື່ອງຈັກອັດຕະໂນມັດຫຸ່ນຍົນ