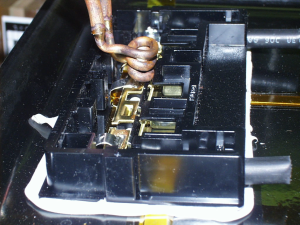
Induction Soldering Brass Connector In Solar Panel With IGBT Induction Heater
ຈຸດປະສົງ Solder ສາມເຊື່ອມຕໍ່ທອງເຫລືອງຫນຶ່ງໃນເວລາທີ່ຢູ່ໃນປ່ອງເຊື່ອມຕໍ່ກະດານແສງຕາເວັນໂດຍບໍ່ມີຜົນກະທົບຕໍ່ອົງປະກອບໃນກ່ອງຈຸດ
ອຸປະກອນວັດສະດຸສິ້ນເປືອງແຜງວົງຈອນໄຟຟ້າ, ເຊື່ອມຕໍ່ທອງເຫຼືອງ, ສາຍເຊື່ອມ
ອຸນຫະພູມ 700 F (371C)
ຄວາມຖີ່ 344 kHz
ອຸປະກອນ•ລະບົບຄວາມຮ້ອນ induction DW-UHF-6 kW, ຕິດຕັ້ງລະບົບເຮັດວຽກໄລຍະໄກເຊິ່ງມີແຮງດັນໄຟຟ້າ 1.0 XNUMXF.
•ເຄື່ອງເຮັດຄວາມຮ້ອນແບບ induction ຖືກອອກແບບແລະພັດທະນາໂດຍສະເພາະ ສຳ ລັບໂປແກຼມນີ້.
ຂະບວນການວົງແຫວນ helical ຮູບສາມຫລ່ຽມຖືກໃຊ້ເພື່ອເຮັດຄວາມຮ້ອນຂອງຕົວເຊື່ອມຕໍ່. ຊິ້ນສ່ວນຂອງສາຍລວດຖືກວາງໃສ່ບໍລິເວນຮ່ວມແລະແຕ່ລະຂວດແມ່ນໃຫ້ຮ້ອນແຍກຕ່າງຫາກເປັນເວລາ 5 ວິນາທີເພື່ອເຊື່ອມຕໍ່ເຊື່ອມຕໍ່. ເວລາໃນການປະມວນຜົນທັງ ໝົດ ແມ່ນ 15 ວິນາທີ ສຳ ລັບສາມຂໍ້.
ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດການໃຫ້ຄວາມຮ້ອນໃນການໃຫ້ຄວາມຮ້ອນ:
•ຄວາມຖືກຕ້ອງຂອງ Pinpoint ສົ່ງຄວາມຮ້ອນພຽງແຕ່ຮ່ວມເທົ່ານັ້ນ; ບໍ່ມີຜົນກະທົບຕໍ່ສ່ວນປະກອບອ້ອມຂ້າງ
•ຄວາມຮ້ອນໃນທ້ອງຖິ່ນສາມາດຜະລິດກະດູກທີ່ສະອາດແລະສະອາດ
•ຜະລິດຄຸນນະພາບສູງ, ຜົນໄດ້ຮັບທີ່ສາມາດເຮັດໄດ້
•ການແຜ່ກະຈາຍເຖິງຄວາມຮ້ອນ