

Induction Brazing ທໍ່ HAVC
ລາຍລະອຽດ
Induction Brazing ທໍ່ HVAC
ທໍ່ສົ່ງດ້ວຍຕູ້ເຢັນແມ່ນຖືກມັດໄວ້ຕະຫຼອດເວລາທີ່ເບກເກີ້ເຮັດໃຫ້ມີການຮົ່ວໄຫຼທີ່ບໍ່ແຂງແຮງທີ່ທົນທານຕໍ່ອຸນຫະພູມແລະຄວາມກົດດັນສູງແລະຕໍ່າ. ໃນເວລາທີ່ soldering ທໍ່ຕູ້ເຢັນມັນເປັນທີ່ດີທີ່ສຸດທີ່ຈະນໍາໃຊ້ solder ທີ່ມີສ່ວນປະກອບຂອງເງິນໃນມັນເປັນການຜູກເງິນດ້ວຍທອງແດງແລະເຮັດໃຫ້ສໍາລັບການຮົ່ວໄຫລທີ່ດີທີ່ສຸດໂດຍບໍ່ມີການຮ່ວມກັນທີ່ເຂັ້ມແຂງ (ຄວາມດຶງດູດ capillary).
HLQ Induction ເປັນຜູ້ຊ່ຽວຊານໃນການສ້າງແນວທາງແກ້ໄຂຄວາມຮ້ອນທີ່ ກຳ ຫນົດເອງ ສຳ ລັບການຊິ້ນສ່ວນຂອງເຄື່ອງອັດ, ອົງປະກອບຄວາມຮ້ອນແລະຜູ້ ຈຳ ໜ່າຍ ຄວາມຮ້ອນ.
ເຄື່ອງປັບອາກາດມີຫລາຍພາກສ່ວນທີ່ຖືກເບກມື. ວັດສະດຸທີ່ໃຊ້ຫຼາຍທີ່ສຸດແມ່ນທອງແດງແລະອາລູມີນຽມ:
ຊິ້ນສ່ວນອະລູມີນຽມ, ຍົກຕົວຢ່າງການເຊື່ອມຕໍ່ລະບົບລະບາຍອາກາດແລະເຄື່ອງເຊື່ອມ (ທໍ່ - ທໍ່, ທໍ່ - ທໍ່, ທໍ່ - ທໍ່ - ຖັງ)
ທໍ່ ສຳ ລັບເຄື່ອງເຮັດນ້ ຳ ເຊື່ອມ
ທໍ່ຕໍ່ທໍ່ກັບເຄື່ອງເຮັດນໍ້າ evaporator
ທໍ່ຕໍ່ກັບເຄື່ອງອັດ
ລະບົບສາຍທໍ່ກັບລະບົບແຈກຈ່າຍ
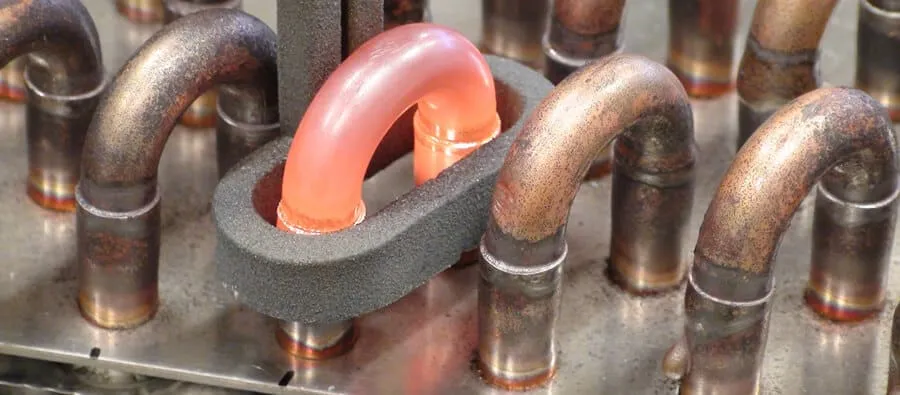
Induction Brazing ແມ່ນຄ້າຍຄືກັນກັບ soldering ຍົກເວັ້ນອຸນຫະພູມສູງກວ່າ 800 ອົງສາ.
ສຳ ລັບທອງແດງ, ສ່ວນປະສົມທີ່ໃຊ້ກັນທົ່ວໄປແມ່ນເອີ້ນວ່າ sil-phos ທີ່ເຫັນຢູ່ເບື້ອງຊ້າຍ.
ມີຫຼາຍຊະນິດຂອງສານປະສົມນີ້.

ໂລຫະປະສົມ 15% Phosphorus / Copper / Silver Alloy ແມ່ນປະເພດ ໜຶ່ງ ທີ່ໃຊ້ເງິນ 15% ແລະເປັນມາດຕະຖານ ສຳ ລັບເຕັກໂນໂລຢີການບໍລິການທີ່ເຮັດການສ້ອມແປງອຸປະກອນຕູ້ເຢັນ. . ມັນບໍ່ໄດ້ຜົນເຊັ່ນດຽວກັນກັບ 5%.
ນອກນັ້ນຍັງມີໂລຫະປະສົມ Phosphorus / Copper ທີ່ບໍ່ມີເງິນເຊິ່ງຂ້ອຍເຫັນວ່າມັນບໍ່ມີປະໂຫຍດຫຍັງເລີຍ ສຳ ລັບການສ້ອມແປງ.
ທອງແດງ Brazing ສຳ ລັບອຸດສາຫະ ກຳ HVAC
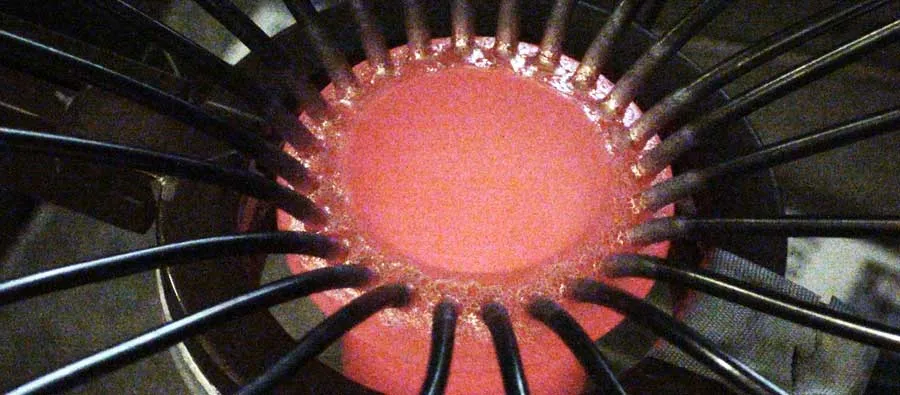
ທໍ່ທອງເຫລືອງຫລາກຫລາຍຫລາກຫລາຍໂດຍບໍລິສັດທີ່ເປັນເຈົ້າຂອງ MSI Automation ເຕັກໂນໂລຍີເບກມື induction. ການປະມູນຄວາມຮ້ອນດ້ວຍເຕັກໂນໂລຍີຄວາມຮ້ອນທີ່ຖືກຕ້ອງ ເໝາະ ສົມສາມາດເບັ່ງເງິນຫລ່ຽມທອງເຫລືອງໄດ້ຫລາຍຈຸດໃນ ໜຶ່ງ ແຊງ. ຂັ້ນຕອນນີ້ຈະ ກຳ ຈັດເບກມືທີ່ ໜ້າ ເບື່ອ, ປັບປຸງຄວາມສອດຄ່ອງແລະຫຼຸດຜ່ອນໂອກາດທີ່ຈະຮົ່ວໄຫຼ. 
ເບກແຂນຮ່ວມກັນລະຫວ່າງທໍ່ທອງແດງແລະຮ່າງກາຍທອງເຫຼືອງແມ່ນສົມບູນ. ເວລາຄວາມຮ້ອນໂດຍໃຊ້ MSI ພິເສດ ຫມໍ້ໄຟຄວາມຮ້ອນເບື້ອງຕົ້ນ ແມ່ນ 1/4 ຂອງການອອກແບບທໍ່ລວດທອງແດງຮອບ ທຳ ມະດາ.



