Induction Brazing Copper Tube
ລາຍລະອຽດ
ທໍ່ທອງແດງຂີ້ເຫລໍກທີ່ມີອຸນຫະພູມິສູງອຸນຫະພູມ RF ອຸປະກອນ
ຈຸດປະສົງຄົ້ນຄ້ວາ
ເພື່ອໃຫ້ຄວາມຮ້ອນຂອງການປະກອບທໍ່ທອງແດງຢູ່ໃນສະພາບທີ່ບໍ່ມີແຮງກົດຂື້ນໄປຫາ 1450 ° F ພາຍໃນໄລຍະເວລາ 45 ສໍາລັບການປອກເປືອກໂດຍບໍ່ມີການລ້າງຫຼືລ້າງລ້າງອາຊິດ.
ລາຍລະອຽດກ່ຽວກັບພາກສ່ວນແລະວັດສະດຸ
ການປະກອບທໍ່ທອງແດງ, ຄວາມຮູ້ສຶກຂອງອຸນຫະພູມ, ຄວາມກ້າວຫນ້າທາງດ້ານຮ່າງກາຍ
ອຸນຫະພູມທີ່ຕ້ອງການ
1450 F
Induction Heating Equipment
DW-UHF-10kW Induction ການສະ ໜອງ ພະລັງງານຄວາມຮ້ອນ, ສະຖານີຄວາມຮ້ອນຫ່າງໄກສອກຫຼີກທີ່ມີເຄື່ອງຂະ ໜາດ ນ້ອຍ 1.25 microfarad (ຄວາມສາມາດສະສົມໄດ້ 0.625 mfd.) ແລະເຄື່ອງປະດັບໄຟຟ້າ (coil) ທີ່ອອກແບບມາເປັນພິເສດ.
ຄວາມຖີ່ໃຊ້ງານ
400kHz
ຂັ້ນຕອນການໃຫ້ຄວາມຮ້ອນ
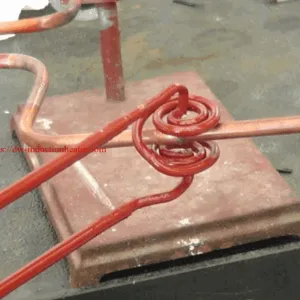
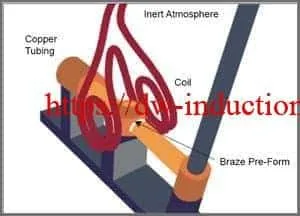
ການທົດສອບໄດ້ເຮັດໃນ ABS Mark 2 ເຊິ່ງປະສົມປະສານຂອງ 95% Argon ແລະ 5% Hydrogen gas. ການອອກແບບສີ່ຫຼ່ຽມແບ່ງປັນສີ່ຫຼ່ຽມແມ່ນຖືກນໍາໃຊ້ໂດຍສະເພາະເພື່ອໃຫ້ຄວາມຮ້ອນສູງສຸດຕໍ່ພື້ນທີ່ຂອງທໍ່ທໍ່. ຫຼັງຈາກການທົດສອບເບື້ອງຕົ້ນໄດ້ຖືກດໍາເນີນດ້ວຍພາກສ່ວນທີ່ເປື້ອນແລະອຸນຫະພູມເລັ່ງຄວາມຮ້ອນເພື່ອສ້າງໄລຍະເວລາທີ່ອຸນຫະພູມແລະຄວາມຮ້ອນ, ຄວາມອຸນຫະພູມຂອງ 1450 ° F ໄດ້ຖືກບັນລຸໃນ 45 ວິນາທີເພື່ອເຮັດໃຫ້ລະລາຍຕ່ໍາຮູບຮ່າງ.
ສະຫຼຸບ
ຜົນໄດ້ຮັບທີ່ປະສົບຄວາມສໍາເລັດໄດ້ບັນລຸໃນ 1450 ° F ພາຍໃນ 45 ວິນາທີ. ນັບຕັ້ງແຕ່ຄວາມຮ້ອນປະຕິບັດໂດຍຜ່ານການປະກອບທໍ່ນັ້ນ, ການຕິດຕໍ່ຫຼັງຈາກນັ້ນໃນການປະກອບດຽວກັນຈະຕ້ອງໃຊ້ເວລາຫນ້ອຍລົງ. ປະກອບ Brazing ທອງແດງແມ່ນເປັນຄໍາຮ້ອງສະຫມັກທີ່ດີເລີດສໍາລັບການ ການໃຫ້ຄວາມຮ້ອນ induction.