Induction Brazing ເຄື່ອງສະແຕນເລດເຫຼັກ
ລາຍລະອຽດ
Induction Brazing ເຄື່ອງມືສະແຕນເລດທີ່ມີເຄື່ອງອຸ່ນ RF ອຸປະກອນ
ຈຸດປະສົງຄົ້ນຄ້ວາ
ເພື່ອ braze ສາມຂໍ້ກ່ຽວກັບການປະກອບ jet jet prophy ທີ່ມີການໃຫ້ຄວາມຮ້ອນ; ເພື່ອປັບປຸງຄວາມສອດຄ່ອງຂອງຜົນຜະລິດແລະຫຼຸດຜ່ອນເວລາຂອງວົງຈອນ.
ລາຍລະອຽດກ່ຽວກັບພາກສ່ວນແລະວັດສະດຸ
ເຫລໍກຊຸບເປີ້ນສະແຕນເລດ, ທໍ່ສອງ, ຄໍເພັດສະຫນັບສະຫນຸນ, ແຫວນໂລຫະອັນລອຍ, B1 flux
ອຸນຫະພູມທີ່ຕ້ອງການ
1400 F
Induction Heating Equipment
DW-UHF-4.5kW ການສະຫນອງພະລັງງານຄວາມຮ້ອນ RF Inductance, inductor ສະເພາະ (ລອກ)
ຄວາມຖີ່ໃຊ້ງານ
400 kHz
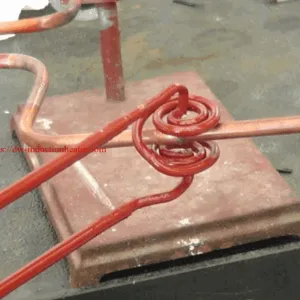
ຂັ້ນຕອນການໃຫ້ຄວາມຮ້ອນ
ການທົດສອບເບື້ອງຕົ້ນໄດ້ຖືກເຮັດແລ້ວເພື່ອສ້າງລະດັບຄວາມຮ້ອນແລະຄວາມຮ້ອນ. ມັນໄດ້ຖືກກໍານົດວ່າຂະບວນການສອງຂັ້ນຕອນຈະສົ່ງຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດ. ສໍາລັບຄໍາຮ້ອງສະຫມັກນີ້ໄດ້ຮັບການອອກແບບໂດຍສະເພາະແມ່ນສີ່ລວດ, double-wound inductor helical ໄດ້ຖືກນໍາໃຊ້ເພື່ອສົ່ງເຖິງຄວາມຮ້ອນເຖິງເຂດຮ່ວມກັນ. ທໍ່ສອງ, ຄໍສະຫນັບສະຫນູນທໍ່ແລະສິ້ນດັງໄດ້ຖືກປະກອບແລະຖືຢູ່ໃນຕໍາແຫນ່ງທີ່ມີການຕິດຕັ້ງຊົ່ວຄາວ. ແຫວນໂລຫະປະສົມ braze ຖືກຈັດໃສ່ໃນຕໍາແຫນ່ງແລະເປືອກຫຸ້ມນອກຂອງ B1 flux ຖືກນໍາໃຊ້ກັບການປະກອບທັງຫມົດ. ໃນຂັ້ນຕອນທໍາອິດຂອງຂະບວນການຄວາມຮ້ອນ, ທໍ່ປາຍເທິງຂອງການປະກອບໄດ້ຖືກຈັດໃສ່ໃນເຂດຮ້ອນແລະພະລັງງານເບື້ອງຕົ້ນໄດ້ຖືກສະຫນອງໃຫ້ສໍາລັບ 10 ວິນາທີ. ໃນຂັ້ນຕອນທີສອງ, ການປະຊຸມໄດ້ຖືກຍົກເລີກແລ້ວແລະໃນຕອນທ້າຍຕ່ໍາຂອງການປະກອບໄດ້ຮັບຄວາມຮ້ອນສໍາລັບອີກ 10 ວິນາທີ. ການປະຊຸມດັ່ງກ່າວໄດ້ຖືກໂຍກຍ້າຍແລ້ວ, ຖືກນ້ໍາໃນນ້ໍາຮ້ອນເພື່ອເອົານໍ້າອອກແລະປຽກແຫ້ງດ້ວຍອາກາດຮ້ອນ.
ສະຫຼຸບ
ຜົນໄດ້ຮັບທີ່ມີຄວາມສອດຄ່ອງ, ສາມາດເຮັດໄດ້ກັບການສະຫນອງພະລັງງານ DW -UHF-4.5kW ແລະຮອບວຽນຄວາມຮ້ອນ 10 ຄັ້ງທີສອງ. ແຕ່ລະກ້າມຊີ້ນໄດ້ຖືກປະທັບຕາດ້ວຍເຄື່ອງຫມາຍເຖິງແມ່ນ້ໍາ