Brazing ທໍ່ທອງແດງກັບ Induction
ລາຍລະອຽດ
ຈຸດປະສົງ
ສາທິດ induction ເບົ້າທໍ່ທອງແດງ ແລະເບກເວລາໂດຍໃຊ້ລະບົບ DW-UHF-10 kW ແລະລະບົບທົດລອງທົດລອງທີ່ມີຢູ່

ອຸປະກອນ
ເຄື່ອງຫ້າມລໍ້ induction DW-UHF-10KW
ອຸປະກອນການ
•ທໍ່ທອງແດງ - ທໍ່ດູດ
•ການວາງເບຣກ
Key Parameters
ພະລັງງານ: 10 kW
ອຸນຫະພູມ: ປະມານ 1500 ° F (815 ° C)
ເວລາ: 5 - 5.2 ວິນາທີ

ຂະບວນການ:
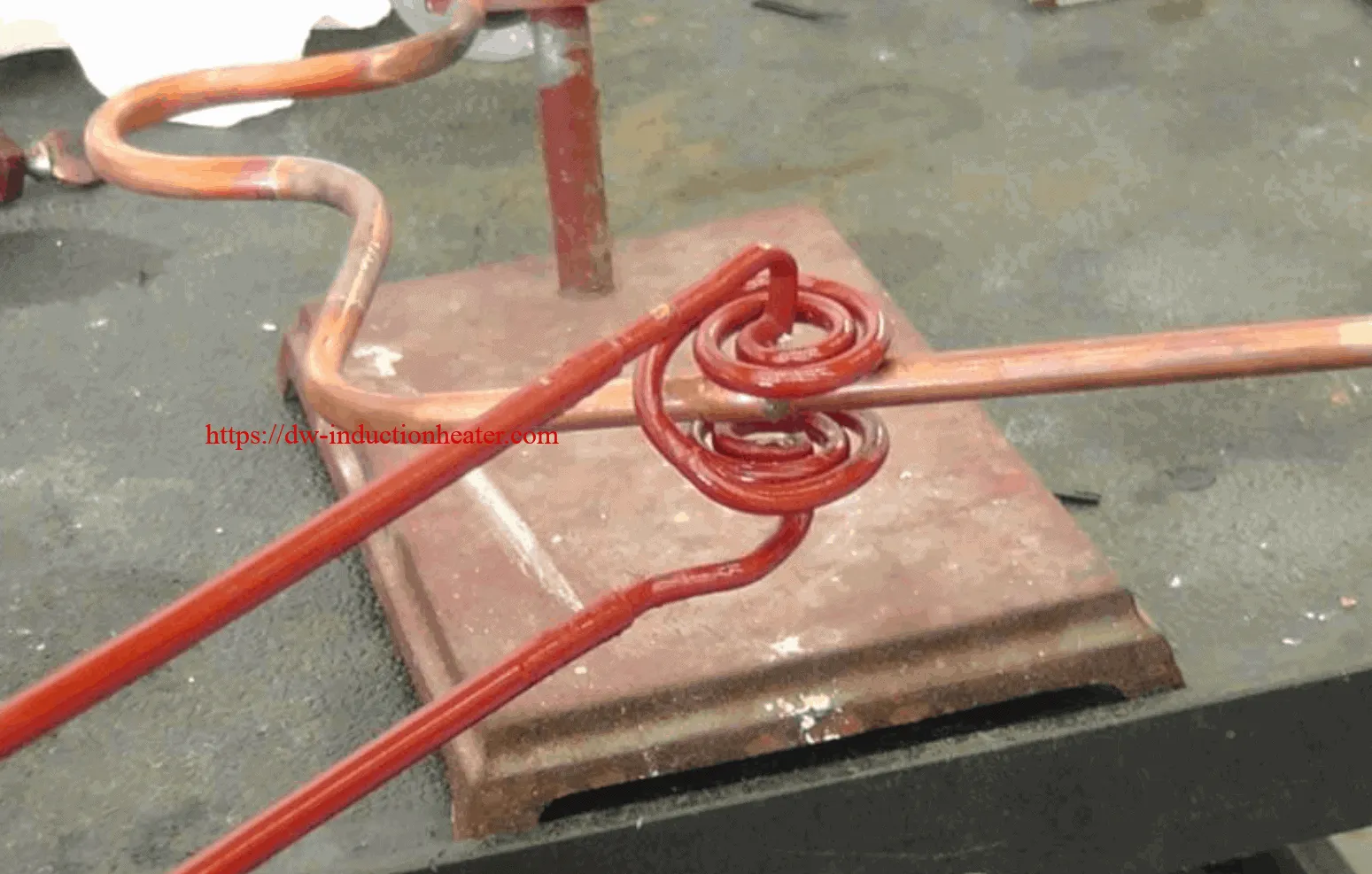
ໃນຂະນະທີ່ມີການປະກອບພຽງ ໜຶ່ງ ດຽວ ສຳ ລັບການທົດສອບ, ພວກເຮົາໄດ້ຕັ້ງພາລະທົດສອບໂດຍໃຊ້ ກຳ ແພງທອງແດງຂະ ໜາດ ໜັກ 5/16” ທີ່ຕັ້ງຂຶ້ນເຊັ່ນ: ທໍ່ ໜຶ່ງ ຍອມຮັບເອົາອີກຂ້າງ ໜຶ່ງ ທີ່ເປັນກະດານເປີດ. ເວລາຄວາມຮ້ອນໄດ້ຖືກປະມານໂດຍອີງໃສ່ການໃຊ້ສີ tempilaque ເພື່ອຊີ້ບອກອຸນຫະພູມ. ການປະກອບການທົດສອບ, (ຕິດຕາມດ້ວຍສ່ວນປະກອບທີ່ສະ ໜອງ ໃຫ້) ໄດ້ຖືກປະກອບດ້ວຍການເຄືອບຂອງໂລຫະປະສົມ 505 ປະສົມແລະວາງໄວ້ໃນວົງຈອນທົດລອງທົດລອງຕໍ່ກັບຮູບທີ່ຕິດຄັດມາ) ວົງຈອນຄວາມຮ້ອນ 5 - 5.2 ວິນາທີພົບວ່າໄຫຼໂລຫະປະສົມແລະເຮັດໃຫ້ຮ່ວມກັນ .

ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດ:
- ດັ່ງທີ່ໄດ້ສະແດງອອກ, ຮູບແບບ DW-UHF ລະບົບຫ້າມລໍ້ induction ມີຄວາມສາມາດເຮັດຄວາມຮ້ອນທັງທໍ່ທີ່ໃຫຍ່ແລະນ້ອຍທີ່ສຸດເຖິງສ່ວນທໍ່ເພື່ອເຮັດ ສຳ ເລັດການຮ່ວມກັນແບບເບກ. ເວລາຄວາມຮ້ອນໂດຍໃຊ້ວົງຈອນທົດສອບທີ່ມີຢູ່ແມ່ນຢູ່ໃນຄວາມຄາດຫວັງຂອງເວລາຄວາມຮ້ອນຂອງການຜະລິດທີ່ຕ້ອງການໂດຍ Electrolux.
- HLQ ຈະຮຽກຮ້ອງໃຫ້ມີການຊຸມນຸມຢ່າງເຕັມທີ່ເພື່ອໃຫ້ມີການທົບທວນເພື່ອພັດທະນາການອອກແບບລວດລາຍສຸດທ້າຍທີ່ສາມາດຮອງຮັບທຸກຂໍ່ 12 ຂໍ້ທີ່ລະບຸໄວ້ໃນຮູບຖ່າຍຂອງທ່ານ. ມັນເປັນສິ່ງ ຈຳ ເປັນທີ່ຈະຕ້ອງຮູ້ແລະເຫັນຄວາມແຈ່ມແຈ້ງລະຫວ່າງການເຊື່ອມຕໍ່ຂອງທໍ່ທີ່ຈະຖືກເບກແລະສ່ວນຂອງທໍ່ອັດເຫຼັກເພື່ອຮັບປະກັນວ່າທີ່ຢູ່ອາໄສເຫຼັກບໍ່ໄດ້ຮັບຜົນກະທົບຈາກພາກສະ ໜາມ RF ທີ່ໄດ້ຮັບການສ້າງຂື້ນທີ່ລະບົບສາຍສົ່ງ. ການອອກແບບສຸດທ້າຍນີ້ອາດຮຽກຮ້ອງໃຫ້ມີການເພີ່ມວັດສະດຸ ferrite ໃນລວດລາຍທີ່ຈະຮັບໃຊ້ໃນການສຸມໃສ່ພາກສະ ໜາມ RF ເຂົ້າໄປໃນທອງແດງແລະບໍ່ແມ່ນບ່ອນຢູ່ອາໄສເຫຼັກ.
- ການທົດສອບເບື້ອງຕົ້ນໄດ້ ສຳ ເລັດໃນ DW-UHF-10kW ໂດຍໃຊ້ສາຍໄຟທີ່ມີຢູ່. ວົງແຫວນການຜະລິດຈະຖືກບັນຈຸຢູ່ໃນບ່ອນຢູ່ອາໄສທີ່ບໍ່ມີການກະ ທຳ ເຊິ່ງຈະຊ່ວຍໃຫ້ຜູ້ປະກອບການ ນຳ ໃຊ້ມັນເພື່ອຊອກຫາວົງແຫວນຕ້ານກັບທອງແດງ ສຳ ລັບສະຖານທີ່ໃຫ້ຄວາມຮ້ອນທີ່ຖືກຕ້ອງແລະບວກ ສຳ ລັບຂະບວນການເບກ. ການອອກແບບວົງແຫວນການຜະລິດຈະປະກອບມີຕົວ ນຳ ທີ່ສັ້ນກວ່າວົງຈອນທົດສອບແລະໄດ້ຮັບການຕັ້ງຄ່າດັ່ງກ່າວວ່າວົງຈອນຄວາມຮ້ອນຈະໄດ້ຮັບການປັບປຸງ (ເວລາຄວາມຮ້ອນສັ້ນກວ່າ)