
Induction Brazing Coils
ລາຍລະອຽດ
Induction Brazing Coils
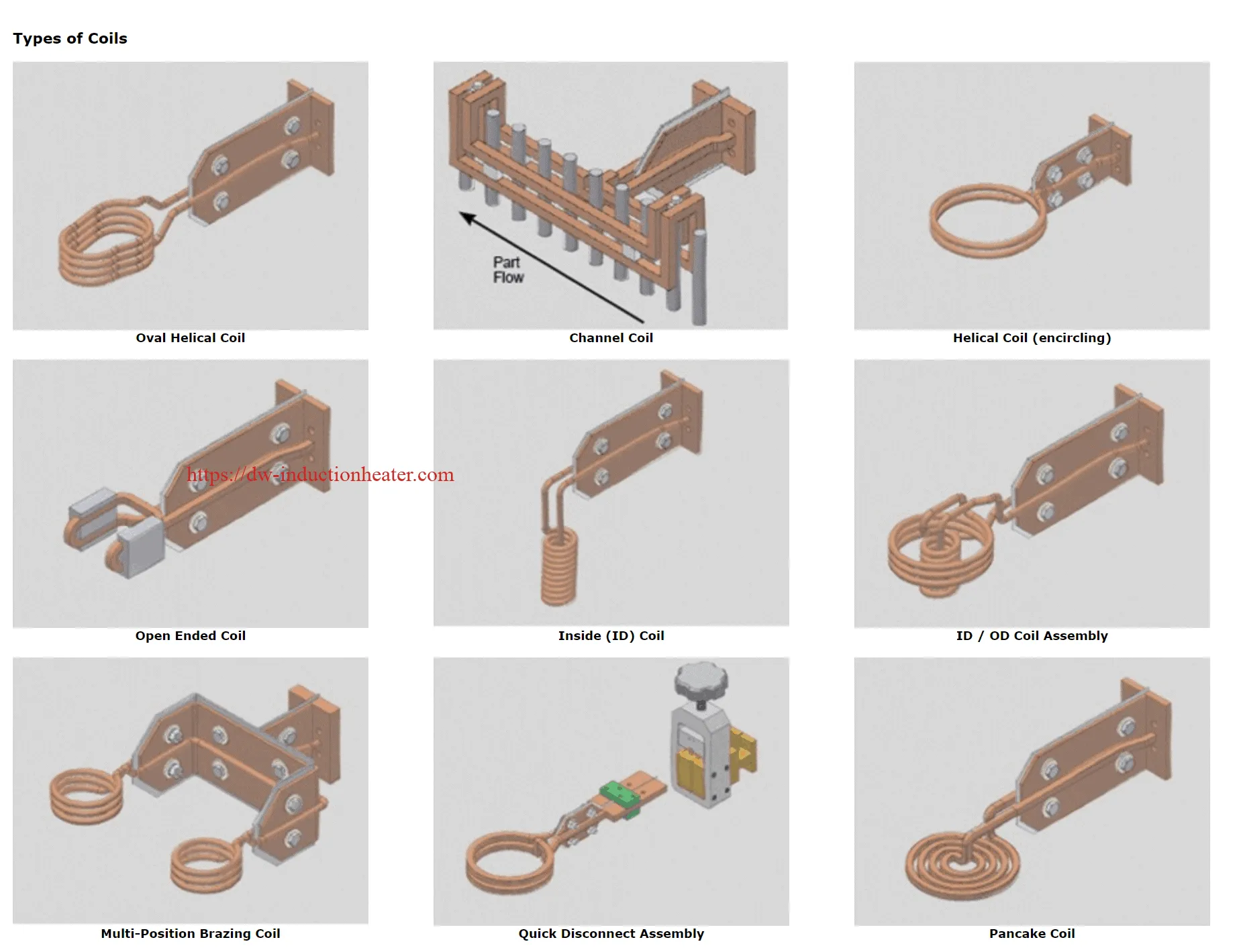
ບໍ່ວ່າຮູບຮ່າງ, ຂະຫນາດຫຼືແບບໃດ induction coil ທ່ານຕ້ອງການ, ພວກເຮົາສາມາດຊ່ວຍທ່ານໄດ້! ນີ້ແມ່ນພຽງແຕ່ສອງສາມຮ້ອຍຂອງການອອກແບບລວດລາຍທີ່ພວກເຮົາໄດ້ເຮັດວຽກມາ. ລວດລາຍ Pancake, ລວດລາຍ helical, ວົງແຫວນທີ່ເຂັ້ມຂຸ້ນ…ທໍ່ຮຽບຮ້ອຍ, ຮອບແລະສີ່ຫລ່ຽມ…ທໍ່ລ້ຽວດຽວ, 0.10 ເທື່ອ, ສິບສອງຄັ້ງ…ພາຍໃຕ້ 5″ ບັດປະ ຈຳ ຕົວເກີນ XNUMX ′ບັດປະ ຈຳ ຕົວ… ສຳ ລັບຄວາມຮ້ອນພາຍໃນຫລືພາຍນອກ. ບໍ່ວ່າຄວາມຕ້ອງການຂອງທ່ານຈະເປັນແນວໃດ, ໃຫ້ທ່ານແຕ້ມແລະຂໍ້ສະເພາະຂອງພວກເຮົາ ສຳ ລັບການສະ ເໜີ ລາຄາດ່ວນ ຖ້າທ່ານ ໃໝ່ ໃນການໃຫ້ຄວາມຮ້ອນ induction, ສົ່ງພາກສ່ວນຂອງທ່ານໃຫ້ພວກເຮົາເພື່ອປະເມີນຜົນໂດຍບໍ່ເສຍຄ່າ.
ການອອກແບບການບົ່ງຊີ້ຄວາມຮ້ອນ
Fabricated ຈາກທໍ່ທອງແດງທີ່ມີການປະພຶດສູງ, ແຜ່ນ ການອອກແບບການອົບແຫ້ງຄວາມຮ້ອນ ມີອິດທິພົນຈາກການ ນຳ ໃຊ້, ການເລືອກຄວາມຖີ່, ຄວາມ ໜາ ແໜ້ນ ແລະເວລາຄວາມຮ້ອນ. ຈຸດປະສົງຂອງວົງຈອນ induction ແມ່ນເພື່ອສ້າງຮູບແບບ flux ແມ່ເຫຼັກເພື່ອສ້າງເສັ້ນທາງໃນປະຈຸບັນໃນຊິ້ນວຽກເຮັດເພື່ອຄັດເລືອກພື້ນທີ່ຂອງການຊຸມນຸມໃຫ້ມີຄວາມ ແໜ້ນ ໜາ.

ໄດ້ ເຕົ້າສລັດໄຟຟ້າ ຕ້ອງໄດ້ຮັບຕໍາແຫນ່ງທີ່ຖືກຕ້ອງໃນການປະກອບການໃຫ້ຄວາມຮ້ອນທີ່ຕ້ອງການເພື່ອໃຫ້ໄດ້ຮັບຜົນສໍາເລັດ. ຊ່ອງຫວ່າງທາງອາກາດຫຼືຊ່ອງຫວ່າງທີ່ເຊື່ອມຕໍ່ກັນລະຫວ່າງວຽກງານກັບພາຍໃນຂອງທໍ່ນັ້ນຄວນໄດ້ຮັບການຫຼຸດຫນ້ອຍລົງຍ້ອນເຫດຜົນປະສິດທິພາບ. ຊ່ອງຫວ່າງການອອກແບບແບບປົກກະຕິຂອງ 0.125 ນິ້ວ (3.175 ມມ) ຫາ 0.250 ນິ້ວ (6.350 ມມ) ແມ່ນສົມເຫດສົມຜົນສໍາລັບການປອກເປືອກດ້ວຍຫມອນ helical.
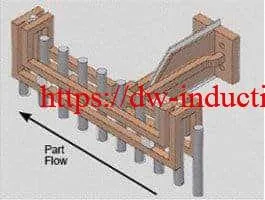
ພາກສ່ວນທີ່ບໍ່ສະຫມໍ່າສະເຫມີອາດຈະຕ້ອງມີການແຈກຢາຍເພີ່ມເຕີມເຊິ່ງຕ້ອງມີພະລັງງານເພີ່ມເຕີມເພື່ອເອົາຊະນະປະສິດທິພາບຄູ່ກັນທີ່ທຸກຍາກ. ບັນດາກໍລະນີເຫຼົ່ານີ້ປະກອບມີສະຖານະການທີ່ມີທໍ່ກົມທີ່ມີຊ່ອງຫວ່າງທາງອາກາດຂະຫນາດໃຫຍ່ຫຼືວົງກຽວທີ່ບໍ່ໄດ້ກໍາລັງລ້ອມຮອບເພື່ອເຂົ້າເຖິງພື້ນທີ່ braze.
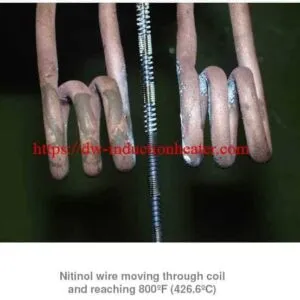
ພື້ນທີ່ທີ່ຕ້ອງໄດ້ຮັບຄວາມຮ້ອນຈະກໍານົດໄລຍະເວລາຂອງການຫມູນວຽນຂອງບິດ. An induction coil ວ່າສັ້ນເກີນໄປຈະຮຽກຮ້ອງໃຫ້ມີຄວາມຮ້ອນທີ່ໃຊ້ເວລາຕໍ່ໄປອີກແລ້ວເພື່ອໃຫ້ຄວາມຮ້ອນ, ໂດຍການນໍາ, ເພື່ອປົກຄຸມພື້ນທີ່. An ຫມໍ້ໄຟຄວາມຮ້ອນເບື້ອງຕົ້ນ ວ່າກວ້າງເກີນໄປຈະເຮັດໃຫ້ມີໂລຫະຫຼາຍກ່ວາສິ່ງທີ່ຈໍາເປັນ, ແລະດັ່ງນັ້ນຈຶ່ງມີປະສິດທິພາບຫນ້ອຍ. HLQ Induction Heating Machine Co ມີການອອກແບບພິເສດຫຼາຍສໍາລັບອຸນຫະພູມສໍາລັບການໃຫ້ຄວາມຮ້ອນໃນທ້ອງຖິ່ນແລະລວດທີ່ເຮັດຄວາມຮ້ອນຢ່າງມີປະສິດທິພາບໂດຍບໍ່ມີການເຮັດວຽກຮ່ວມກັບຊິ້ນວຽກ.
ການກໍ່ສ້າງຈາກທໍ່ຫຼືແຜ່ນທອງແດງທີ່ມີປະສິດທິຜົນສູງ, ການອອກແບບຂອງບຣູໄນຂອງແຮງດຶງດູດແມ່ນມີອິດທິພົນຈາກການນໍາໃຊ້, ການເລືອກຄວາມຖີ່, ຄວາມຫນາແຫນ້ນຂອງພະລັງງານແລະເວລາຄວາມຮ້ອນ. ຈຸດປະສົງຂອງວົງໂຄຈອນໃນການກໍ່ສ້າງແມ່ນເພື່ອສ້າງແບບຟອມສະນະແມ່ເຫຼັກເພື່ອສ້າງເສັ້ນທາງໃນປະຈຸບັນໃນການເຮັດວຽກເພື່ອຄັດເລືອກເອົາພື້ນທີ່ຂອງການປະກອບທີ່ຈະຖືກບັງຄັບ.
ວົງຈອນ induction ຕ້ອງຖືກຈັດຕໍາ ແໜ່ງ ຢ່າງຖືກຕ້ອງໃສ່ສະພາແຫ່ງເຊິ່ງເຮັດໃຫ້ຄວາມຮ້ອນທີ່ຕ້ອງການໄດ້ຮັບຜົນສໍາເລັດ. ຊ່ອງຫວ່າງທາງອາກາດຫລືຊ່ອງຫວ່າງຄູ່ລະຫວ່າງຊິ້ນສ່ວນເຮັດວຽກແລະດ້ານໃນຂອງວົງຄວນຖືກຫຼຸດຜ່ອນ ໜ້ອຍ ທີ່ສຸດຍ້ອນເຫດຜົນຂອງປະສິດທິພາບ. ຊ່ອງຫວ່າງຂອງການອອກແບບແບບປົກກະຕິຂອງ 0.125 ນິ້ວ (3.175 ມມ) ເຖິງ 0.250 ນິ້ວ (6.350 ມມ) ແມ່ນສົມເຫດສົມຜົນ ສຳ ລັບການເບກທີ່ມີສາຍຮັດ.
ພາກສ່ວນທີ່ບໍ່ສະຫມໍ່າສະເຫມີອາດຈະຕ້ອງມີການແຈກຢາຍເພີ່ມເຕີມເຊິ່ງຕ້ອງມີພະລັງງານເພີ່ມເຕີມເພື່ອເອົາຊະນະປະສິດທິພາບຄູ່ກັນທີ່ທຸກຍາກ. ບັນດາກໍລະນີເຫຼົ່ານີ້ປະກອບມີສະຖານະການທີ່ມີທໍ່ກົມທີ່ມີຊ່ອງຫວ່າງທາງອາກາດຂະຫນາດໃຫຍ່ຫຼືວົງກຽວທີ່ບໍ່ໄດ້ກໍາລັງລ້ອມຮອບເພື່ອເຂົ້າເຖິງພື້ນທີ່ braze.
ພື້ນທີ່ທີ່ຈະໃຫ້ຄວາມຮ້ອນແມ່ນ ກຳ ນົດຄວາມຍາວຂອງວົງຈອນ induction. ວົງຈອນ induction ທີ່ສັ້ນເກີນໄປຈະຕ້ອງໃຊ້ເວລາຄວາມຮ້ອນທີ່ຍາວກວ່າເພື່ອໃຫ້ຄວາມຮ້ອນ, ໂດຍການປະພຶດ, ປົກຄຸມພື້ນທີ່. ວົງຈອນ induction ທີ່ກວ້າງເກີນໄປຈະເຮັດໃຫ້ໂລຫະຮ້ອນຫຼາຍກ່ວາທີ່ ຈຳ ເປັນ, ແລະດັ່ງນັ້ນຈິ່ງຈະມີປະສິດທິພາບ ໜ້ອຍ. HLQ ການໃຫ້ຄວາມຮ້ອນ induction Co ມີການອອກແບບພິເສດຫຼາຍຢ່າງຂອງວົງຈອນ induction ສຳ ລັບການເຮັດຄວາມຮ້ອນທີ່ມີຢູ່ໃນທ້ອງຖິ່ນ, ແລະລວດລວດທີ່ເຮັດຄວາມຮ້ອນໄດ້ຢ່າງມີປະສິດທິພາບໂດຍບໍ່ຕ້ອງອ້ອມຮອບຊິ້ນສ່ວນເຮັດວຽກ.
ການອອກແບບການບົ່ງຊີ້ຄວາມຮ້ອນແລະການອອກແບບພື້ນຖານ