induction curing ແມ່ນຫຍັງ?
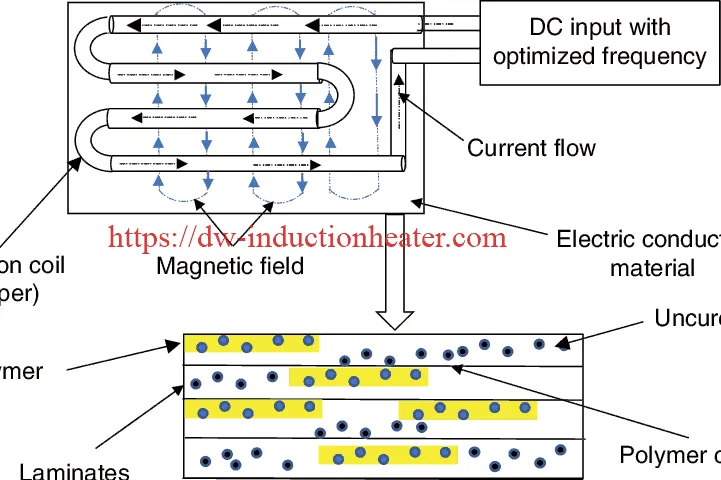
ການປິ່ນປົວ induction ເຮັດວຽກແນວໃດ? ເວົ້າງ່າຍໆ, ພະລັງງານສາຍຈະຖືກປ່ຽນເປັນກະແສໄຟຟ້າສະຫຼັບແລະສົ່ງໄປຫາທໍ່ເຮັດວຽກເຊິ່ງສ້າງສະຫນາມແມ່ເຫຼັກໄຟຟ້າພາຍໃນ coil. ຊິ້ນສ່ວນທີ່ມີ epoxy ຢູ່ເທິງມັນສາມາດເປັນໂລຫະຫຼື semiconductor ເຊັ່ນ: ກາກບອນຫຼື graphite. ເພື່ອປິ່ນປົວ epoxy ໃນ substrates ທີ່ບໍ່ແມ່ນ conductive ເຊັ່ນແກ້ວ, ເປັນ susceptor ໄຟຟ້າສາມາດຖືກນໍາໃຊ້ເພື່ອໂອນຄວາມຮ້ອນໃຫ້ກັບວັດສະດຸທີ່ບໍ່ແມ່ນ conductive.
 ຫຼັກການ induction curing- ທິດສະດີ
ຫຼັກການ induction curing- ທິດສະດີຜົນປະໂຫຍດຂອງການປິ່ນປົວ induction ແມ່ນຫຍັງ?
ກາວ epoxy ອົງປະກອບດຽວທີ່ໄດ້ຮັບຄວາມຮ້ອນສາມາດນໍາໃຊ້ຄວາມຮ້ອນຈາກແຫຼ່ງຕ່າງໆ. ທົ່ວໄປທີ່ສຸດແມ່ນເຕົາອົບແຕ່ປືນອາກາດຄວາມຮ້ອນ, ແຜ່ນອົບແລະ induction curing ຍັງຖືກນໍາໃຊ້. induction curing ສາມາດຫຼຸດຜ່ອນຈໍານວນທີ່ໃຊ້ເວລາທີ່ຈໍາເປັນໃນການປິ່ນປົວ epoxy ແລະຫຼຸດຜ່ອນຜົນກະທົບຂອງຄວາມຮ້ອນໃນອົງປະກອບອ້ອມຂ້າງເນື່ອງຈາກວ່າ induction heating ສະຫນອງຄວາມຮ້ອນທີ່ຊັດເຈນກັບພື້ນທີ່ກາວ.
ການປິ່ນປົວ induction ເປັນທາງເລືອກທີ່ດີສໍາລັບຄໍາຮ້ອງສະຫມັກຂອງຂ້ອຍບໍ?
ການສະຫນອງຂອງທ່ານ ອຸປະກອນຄວາມຮ້ອນ induction ຜູ້ຊ່ຽວຊານແລະຂໍ້ມູນຜູ້ຜະລິດກາວ epoxy ຂອງທ່ານໃນຫົວຂໍ້ຕໍ່ໄປນີ້ຈະຊ່ວຍໃຫ້ພວກເຂົາແນະນໍາທີ່ດີທີ່ສຸດ.
1. ວັດສະດຸຫຼືຊັ້ນຍ່ອຍທີ່ຖືກຜູກມັດ - ຄວາມເຂົ້າໃຈກ່ຽວກັບສິ່ງທີ່ substrate ຈະຊ່ວຍກໍານົດອັດຕາການໃຫ້ຄວາມຮ້ອນແລະພະລັງງານທີ່ຈໍາເປັນເພື່ອປິ່ນປົວກາວ. ຕົວຢ່າງເຊັ່ນທາດເຫຼັກໃຫ້ຄວາມຮ້ອນທີ່ມີພະລັງງານຫນ້ອຍກວ່າຄວາມຈໍາເປັນເພື່ອໃຫ້ຄວາມຮ້ອນຂອງອາລູມິນຽມ.
2. ຂະຫນາດຂອງອົງປະກອບທີ່ຖືກຜູກມັດ - ພາກສ່ວນຂະຫນາດນ້ອຍຕ້ອງການຄວາມຖີ່ທີ່ສູງຂຶ້ນສໍາລັບການໃຫ້ຄວາມຮ້ອນທີ່ມີປະສິດທິພາບ. ພື້ນທີ່ຂະຫນາດໃຫຍ່ໄດ້ຮັບຜົນປະໂຫຍດຈາກຄວາມຖີ່ຕ່ໍາ.
3. ຄວາມຕ້ອງການ Epoxy - ມີຂອບເຂດຕໍ່າສຸດ / ສູງສຸດສໍາລັບການປິ່ນປົວ epoxy. ອຸນຫະພູມຕໍາ່ສຸດທີ່ຕ້ອງການເພື່ອຜົນກະທົບການປິ່ນປົວແລະອຸນຫະພູມສູງສຸດທີ່ອະນຸຍາດໃຫ້ກ່ອນທີ່ຈະທໍາລາຍຂອງ epoxy ໄດ້.
Induction Curing ສໍາລັບການຜູກມັດຂອງຊິບ Quartz ກັບກະບອກເຫຼັກ
ບໍລິສັດໃນອຸດສາຫະກໍາລົດຍົນກໍາລັງຊອກຫາລະບົບຄວາມຮ້ອນ induction ທີ່ສາມາດບັນລຸອຸນຫະພູມຂອງ 175 ° C (347 ° F) ແລະຖືມັນຢູ່ໃນຄວາມທົນທານໃກ້ຊິດຂອງ +/- 3 C. Induction heating ຈະໃຫ້ຄວາມຮ້ອນກະບອກເຫຼັກເພື່ອປິ່ນປົວກາວສໍາລັບການຜູກມັດຂອງຊິບ quartz ໄດ້. ການໃຫ້ຄວາມຮ້ອນແບບ induction ແມ່ນວິທີການທີ່ຕ້ອງການເນື່ອງຈາກວ່າມັນສະຫນອງການໃຫ້ຄວາມຮ້ອນໄວ, ຄວບຄຸມແລະເປັນເອກະພາບຫຼາຍ.

ອຸດສາຫະກໍາ: ຍານຍົນ
ອຸປະກອນ: ລະບົບຄວາມຮ້ອນ induction DW-UHF-10kW ແນະນໍາໃຫ້ໃຊ້ສໍາລັບການນໍາໃຊ້ການປິ່ນປົວນີ້ເພື່ອເລັ່ງແລະຮັກສາອຸນຫະພູມທີ່ຕ້ອງການ.
ຂະບວນການ:
ເປົ້າໝາຍຂອງການນຳໃຊ້ induction curing ນີ້ແມ່ນເພື່ອໃຫ້ຄວາມຮ້ອນສອງດ້ານຂອງກະບອກເຫຼັກທີ່ມີຂະໜາດ 1.064” (2.70 cm) OD, 7.25” (18.41 cm) ຍາວກັບເຂດຄວາມຮ້ອນ 1” (2.54 cm) ສູງເຖິງ 175 C (347°. F) ແລະຖືອຸນຫະພູມນັ້ນສໍາລັບ 60 ວິນາທີເພື່ອປະຕິບັດຄໍາຮ້ອງສະຫມັກການຜູກມັດ. ອຸນຫະພູມທີ່ຕ້ອງການໄດ້ບັນລຸໃນ 13 ວິນາທີ. ເຄື່ອງຄວບຄຸມອຸນຫະພູມປະເພດ K ໄດ້ຖືກນໍາໃຊ້ເພື່ອວັດແທກອຸນຫະພູມ.
 ຂະບວນການ induction curing
ຂະບວນການ induction curingInduction Curing ສໍາລັບການຜູກມັດຂອງຊິບ Quartz ກັບກະບອກເຫຼັກ