induction brazing ທອງແດງແລະສາຍທອງເຫລືອງ
ຈຸດປະສົງ
Induction ສາຍທອງແດງແລະທອງເຫລືອງແລະລວດລາຍເພື່ອທົດແທນການປະຕິບັດງານໄຟ. ຂະບວນການໄຟໃນປະຈຸບັນສົ່ງຜົນໃຫ້ມີການປົນເປື້ອນຫຼາຍເກີນໄປຕໍ່ການປະກອບ, ແລະຮຽກຮ້ອງໃຫ້ມີການເຮັດວຽກຄືນ ໃໝ່ ຫຼາຍຫຼັງຈາກການປິດບັງ.
ອຸປະກອນ
ເຄື່ອງຫ້າມລໍ້ຄວາມຖີ່ສູງແບບ DW-UHF-40KW
ວົງວຽນ ລຳ ລຽງສອງຂ້າງເປີດ
ອຸປະກອນການ
•ແຜ່ນລວດທອງແດງແລະເຂັມທອງແດງ
•ສາຍເບກ - EZ Flo 45
•ໂລຫະປະສົມເບຣກ - 45% ເງິນ, 1/32 DIA
TEST
ພະລັງງານ: 30 kW
ອຸນຫະພູມ: ປະມານ 1350 ° F (732 ° C)
ເວລາ: ເວລາສະເລ່ຍ - 25 ວິນາທີ
ຂະບວນການແລະຜົນໄດ້ຮັບ:
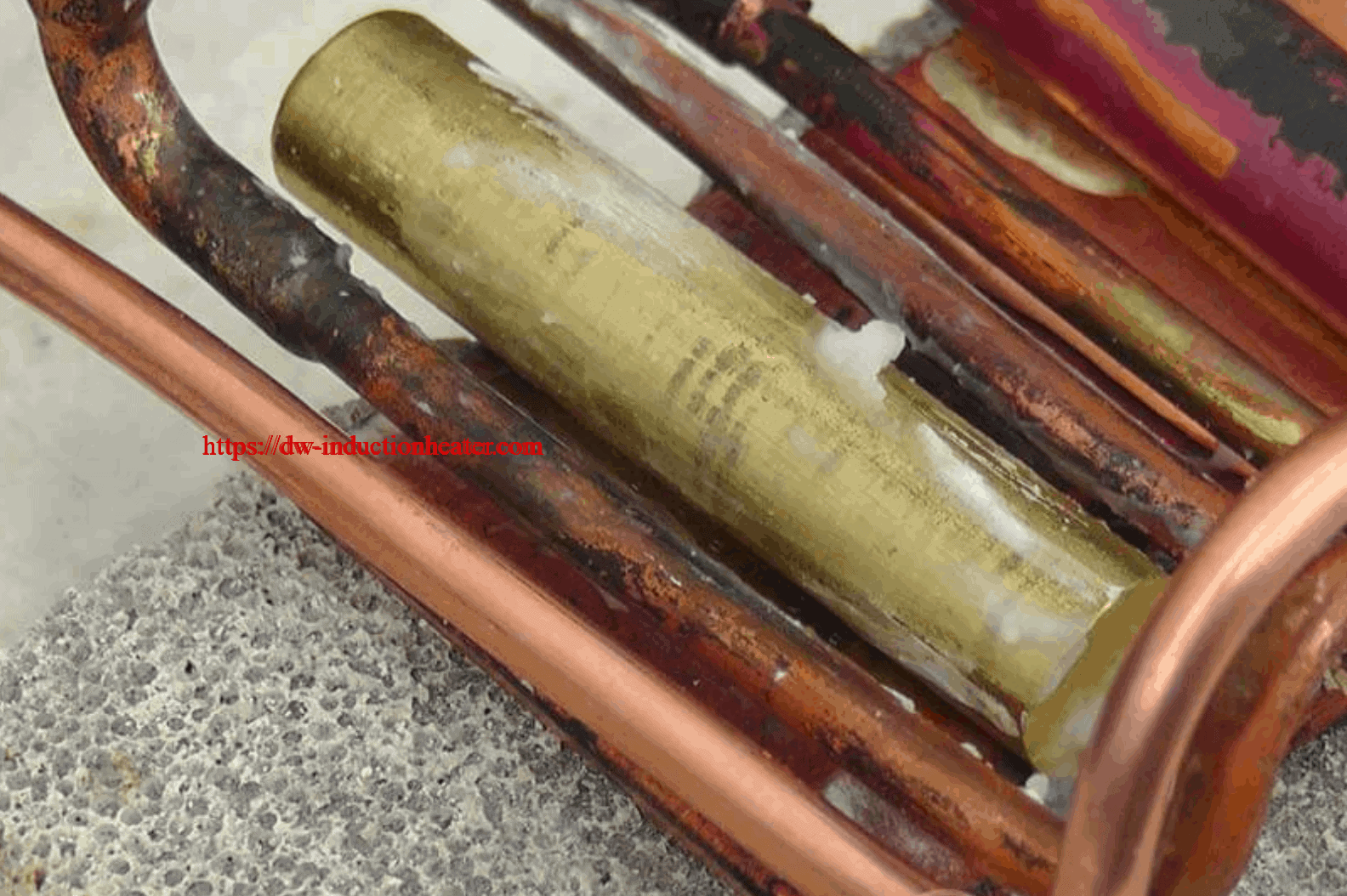
ສຳ ລັບແຜ່ນເຫຼັກທອງແດງ Induction ແລະແຜ່ນທອງແດງ, ສາຍເຫຼັກ EZ Flo 45 ໄດ້ຖືກຕັດອອກເປັນ 2” ຄວາມຍາວແລະວາງໄວ້ໃນພື້ນທີ່ໂຕ້ຕອບ. ໃນສະຖານະການການຜະລິດ, ການແນະ ນຳ ກ່ຽວກັບເຄື່ອງປັ່ນປ່ວນ EZ Flo 45 ແມ່ນແນະ ນຳ. ສະພາແຫ່ງໄດ້ຖືກສ້າງຕັ້ງຂຶ້ນ (ເບິ່ງຮູບຖ່າຍ) ແລະຮ້ອນເປັນເວລາສະເລ່ຍ 25s ເພື່ອໄຫຼໂລຫະປະສົມແລະບັນລຸເບຣກ.
ເນື່ອງຈາກຄວາມແຕກຕ່າງຂອງການຕໍ່ຕ້ານໂລຫະລະຫວ່າງທອງແດງແລະທອງເຫລືອງ, ຄວາມຮ້ອນຂອງແຖບທອງເຫລືອງມັກ. ວົງແຫວນທີ່ຖືກອອກແບບມາເພື່ອມັດເບກໄປທີ່ສ່ວນຂອງແຜ່ນຈະເຮັດໃຫ້ເຊືອກເຮັດຄວາມຮ້ອນແລະຄວາມຮ້ອນຖືກໂອນເຂົ້າໄປໃນແຜ່ນຫຼາຍກວ່າໂດຍການປະຕິບັດກ່ວາການເລີ່ມຕົ້ນເຮັດໃຫ້ທ່ອນໄມ້ສາມາດບັນລຸອຸນຫະພູມໃນເບື້ອງຕົ້ນກ່ອນແຜ່ນ. ຖ້າວັດສະດຸກໍ່ຄືກັນ (ຮ່ວມມືກັບທອງແດງຫລືທອງເຫລືອງເພື່ອທອງເຫລືອງ, ນີ້ບໍ່ແມ່ນບັນຫາ. ຖ້າແຖບແມ່ນທອງແດງແລະແຜ່ນແມ່ນທອງເຫລືອງກໍ່ບໍ່ມີບັນຫາຫຍັງເລີຍ - ພຽງແຕ່ເວລາບາແມ່ນທອງເຫລືອງແລະແຜ່ນທອງແດງແມ່ນຄວາມຕ້ອງການນີ້. ພະລັງງານທີ່ໄດ້ຮັບການຫຼຸດຜ່ອນທີ່ຈະອະນຸຍາດໃຫ້ນໍາໄປຖີ້ມສໍາລັບການໂອນຄວາມຮ້ອນຈາກ rod ທອງເຫລືອງກັບແຜ່ນທອງແດງ.
ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດ:
- ແຂນທົນທານທີ່ເຂັ້ມແຂງ
- ລະດັບຄວາມຮ້ອນທີ່ເລືອກແລະຊັດເຈນ, ເຮັດໃຫ້ເກີດການບິດເບືອນບາງສ່ວນຫນ້ອຍແລະຄວາມກົດດັນຕໍ່ການເຊື່ອມຕໍ່ກ່ວາການເຊື່ອມ
- ການຊົດໃຊ້ຫນ້ອຍລົງ
- ໄລຍະການໃຫ້ຄວາມຮ້ອນໄວຂຶ້ນ
- ຜົນໄດ້ຮັບທີ່ສອດຄ່ອງແລະເຫມາະສົມສໍາລັບການຜະລິດປະລິມານຂະຫນາດໃຫຍ່, ໂດຍບໍ່ຈໍາເປັນຕ້ອງມີການປຸງແຕ່ງ batch
- ປອດໄພກວ່າໄຟໄຫມ້ຂີ້ເຫຍື້ອ
