
Induction Preheat ການເຊື່ອມໂລຫະປະຕູເຫຼັກ
ລາຍລະອຽດ
ຄໍາຮ້ອງສະຫມັກນໍາໃຊ້ເຫຼັກທໍ່ລວດ preheat
ຈຸດປະສົງ ເພື່ອລອກລວດເຫຼັກໃຫ້ 500 ºF (260 ºC) ສຳ ລັບການເຊື່ອມໂລຫະ ສຳ ລັບຜູ້ຜະລິດອຸປະກອນທີ່ ສຳ ຄັນ
ອຸປະກອນການ: ລູກຄ້າໄດ້ສະ ໜອງ ເຂັມເຫຼັກ (ແຕກຕ່າງກັນ, ໂດຍສະເລ່ຍ 2 / / 51 ມມ)
ອຸນຫະພູມ: 500 F (260C)
ຄວາມຖີ່: 100 kHz
ອຸປະກອນ: ລະບົບຄວາມຮ້ອນ induction DW-HF-45kW 50-150 kHz ທີ່ຕິດຕັ້ງດ້ວຍສະຖານີຄວາມຮ້ອນຫ່າງໄກສອກຫຼີກທີ່ມີເຄື່ອງຄວບຄຸມຄວາມຈຸ 1.0 eightF
- ມີຫລາຍ ຕຳ ແໜ່ງ XNUMX ທາງ ຫມໍ້ໄຟຄວາມຮ້ອນເບື້ອງຕົ້ນ ອອກແບບແລະພັດທະນາໂດຍສະເພາະ ສຳ ລັບໂປແກຼມນີ້
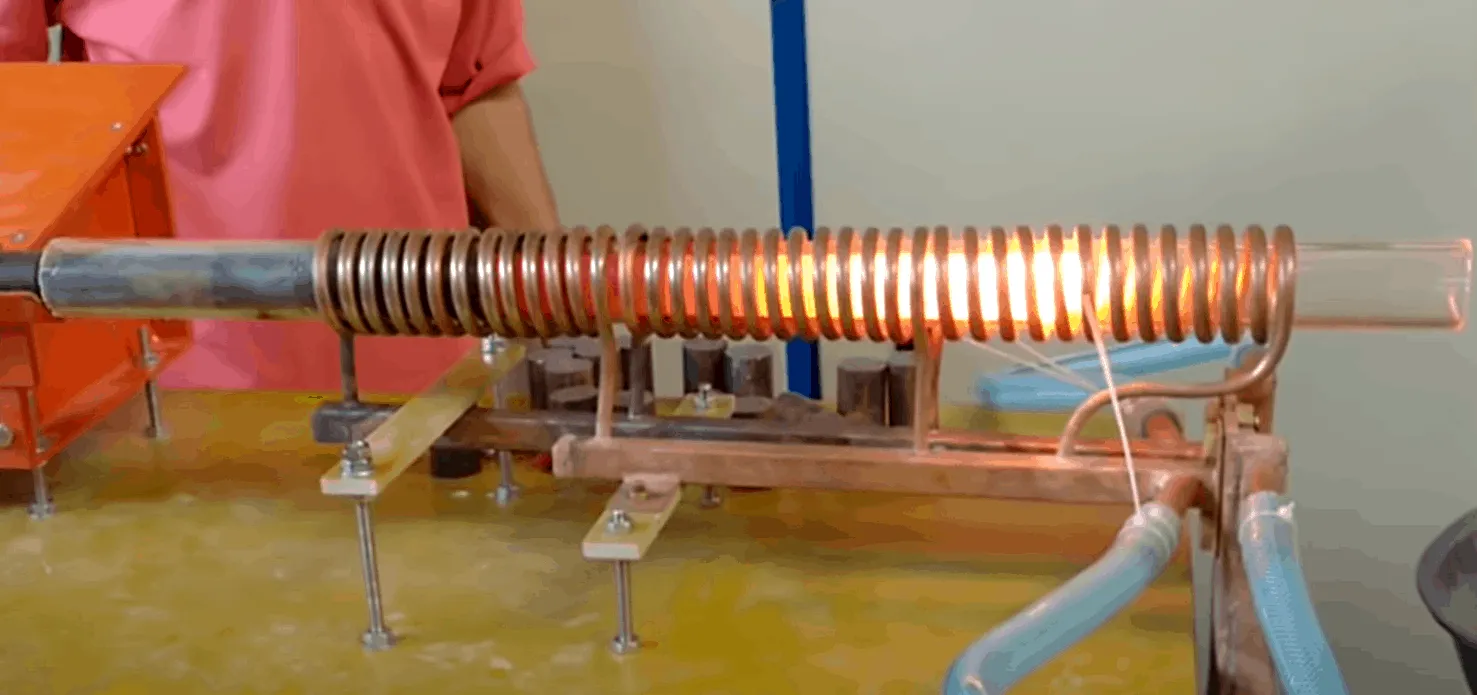
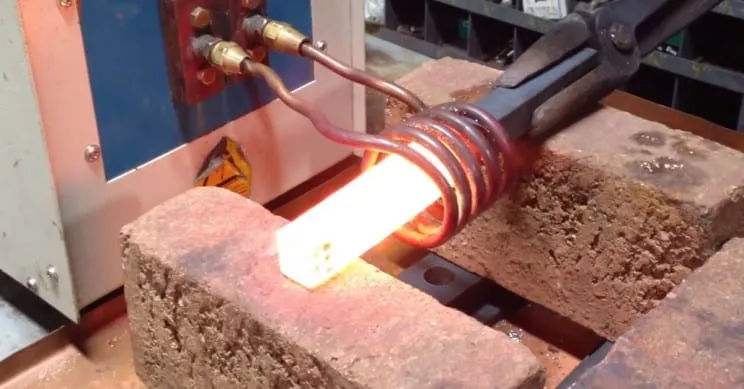
ຂະບວນການ Preheating Induction: ລູກປືນເຫຼັກຖືກບັນຈຸເຂົ້າໄປໃນວົງແຫວນ, ແລະຄວາມຮ້ອນໄດ້ຖືກເປີດ. ສ່ວນໄດ້ເຖິງ 600 ºF (316 ºC) ພາຍໃນ ໜຶ່ງ ນາທີ. ພະລັງງານໄດ້ຖືກປິດແລະ rod ໄດ້ຖືກຕິດຕາມເປັນເວລາ 30 ວິນາທີເພື່ອຮັບປະກັນວ່າຊັ້ນນອກບໍ່ລຸດລົງຕໍ່າກວ່າ 500 ºF (260 ºC).

ອີງຕາມປະສົບການແລະການທົດລອງຂອງ Application Lab, ເວລາທີ່ໃຊ້ຄວາມຮ້ອນໄດ້ດົນ, ພະລັງງານຈະ ໜ້ອຍ ລົງ.
ນອກຈາກນັ້ນ, ເວລາທີ່ມີຄວາມຮ້ອນດົນກວ່າ, ອຸນຫະພູມພາຍນອກຈະຍາວກວ່າ 500 ºF.
ໃນແງ່ຂອງສິ່ງນັ້ນ, ມັນມີຄວາມເປັນໄປໄດ້ເພີ່ມເຕີມເມື່ອເວົ້າເຖິງການສະ ໜອງ ພະລັງງານ, ຈາກເຄື່ອງເຮັດຄວາມຮ້ອນໄຟຟ້າ 15kW ທີ່ມີສາຍໄຟສອງ ຕຳ ແໜ່ງ ເຊິ່ງມີເວລາຄວາມຮ້ອນຂອງສອງນາທີ, ເຖິງ 45kW induction heating system ດ້ວຍວົງແຫວນສີ່ ຕຳ ແໜ່ງ ແລະເວລາໃຫ້ຄວາມຮ້ອນຂອງ ໜຶ່ງ ນາທີ.
ຜົນໄດ້ຮັບ / ຜົນປະໂຫຍດ
ການໃຫ້ຄວາມຮ້ອນທີ່ແນ່ນອນ: ລູກຄ້າ ກຳ ລັງຊອກຫາການປ່ຽນຈາກໄຟ, ເພາະວ່າການແນະ ນຳ ສາມາດໃຫ້ຄວາມຮ້ອນທີ່ຊັດເຈນແລະເຮັດຊ້ ຳ ອີກ
- Penetration: Induction ເຮັດວຽກທີ່ສູງທີ່ສຸດໃນການເຈາະເຂັມເມື່ອທຽບໃສ່ກັບໄຟ, ເຊິ່ງແມ່ນສິ່ງທີ່ ສຳ ຄັນທີ່ສຸດ
preheating ສໍາລັບການເຊື່ອມໂລຫະ
- ຄວາມໄວ: ແຮງຈູງໃຈເຮັດໃຫ້ຄວາມຮ້ອນໄວເຊິ່ງສາມາດຊຸກຍູ້ການຜະລິດເມື່ອທຽບກັບຄວາມຮ້ອນຂອງໄຟ
- ຄຸນະພາບສ່ວນ ໜຶ່ງ: ໂຄມໄຟສາມາດເຮັດໃຫ້ພາກສ່ວນເປື້ອນ, ເຊິ່ງເຮັດໃຫ້ການກະຕຸ້ນປະໂຫຍດມີປະໂຫຍດ
- ສະພາບແວດລ້ອມໃນການເຮັດວຽກ: ການເຊື່ອມໂລຫະ preheat ແມ່ນວິທີການໃຫ້ຄວາມຮ້ອນທີ່ປອດໄພກວ່າທີ່ ນຳ ເອົາຄວາມຮ້ອນ ໜ້ອຍ ລົງໃນບ່ອນເຮັດວຽກຫຼາຍກ່ວາແປວໄຟ



